Kalan para sa paliguan mula sa isang tubo: ang mga subtleties ng pagmamanupaktura

Sa mga mahilig sa panlabas na libangan o mga tagahanga ng isang malusog na pamumuhay, halos walang sinuman ang hindi gustong maligo ng singaw. Ngayon, maraming mga residente ng tag-init ang nagsisikap na makakuha ng kanilang sariling paliguan. Kamakailan, ang independiyenteng paglikha ng isang sauna stove mula sa isang silindro o tubo ay nakakakuha ng momentum. Ang pagbuo ng isang solidong brick stove ay nangangailangan ng ilang mga kasanayan at kakayahan, bukod sa iba pang mga bagay, ang naturang kalan ay tumatagal ng mas maraming espasyo, at maaari mo itong bilhin sa isang tindahan ng hardware, ngunit nagkakahalaga ito ng isang tiyak na halaga ng pera. Habang ang isang metal furnace ay isang mas matipid na opsyon at mas madaling gawin ito sa iyong sarili, hindi banggitin ang katotohanan na maaari mong ipagkatiwala ang gawaing ito sa isang welder.


Ang kalan, na ginawa nang nakapag-iisa, na isinasaalang-alang ang mga pag-iingat sa kaligtasan, ay hindi nagbabanta sa buhay at kalusugan ng tao, dahil ang selyadong katawan nito ay hindi naglalabas ng carbon monoxide sa panahon ng operasyon.


Mga tampok: kalamangan at kahinaan
Ang panimulang materyal para sa isang metal bath stove ay maaaring hindi lamang isang tubo o isang silindro, gumagamit din ito ng sheet na bakal.
Ang mga sheet ay karaniwang gawa sa isang katawan sa anyo ng isang hugis-parihaba na parallelepiped, ngunit ang hugis na ito ay may sariling mga katangian:
- ang mga sheet ay dapat munang i-cut, gupitin at pinagsama kasama ng isang welding machine;
- bilang isang resulta, ang naturang oven ay nagkakahalaga ng higit pa;
- ang isang cylindrical firebox ay nagsasagawa ng init nang mas mahusay;
- batay sa tilapon ng mga gas ng tambutso, ang isang pabilog na seksyon ng krus ay mas kanais-nais;
- ang mga patag na pader ay mas madaling kapitan ng pagkasunog kaysa sa mga tubo na gawa sa eksaktong parehong materyal.



Ano ang mga pakinabang ng mga hurno ng metal:
- ang silindro ay bahagyang mas mababa lamang sa spherical na hugis sa mga tuntunin ng thermal conductivity;
- ang kapal ng mga dingding ng mga tubo ng tubig o gas ay ginagawang posible upang makamit ang mataas na rate ng thermal conductivity;
- ang oven ay maaaring ilipat, ito ay matibay;
- ang halaga ng paggawa ng naturang pugon ay napakababa, dahil ang mga pinagputulan ng tubo ay madalas na ibinebenta sa mababang presyo;
- ang mga detalyadong tagubilin sa pagmamanupaktura na nagsasaad ng mga sukat at diameter ng tubo ay magbabawas sa labor intensity ng proseso at makatipid ng oras;
- maraming mga produkto ng pabrika ng ganitong uri ang ginawa mula sa eksaktong parehong mga tubo, sa imahe at pagkakahawig kung saan madaling muling likhain ang produkto sa paraang handicraft;
- bilang karagdagan, ang mga naturang aparato ay lumalaban sa init, lumalaban sa kaagnasan, matibay at madaling tiisin ang labis na temperatura.



Siyempre, ang gayong mga hurno ay may mga kakulangan - ang pagproseso ng isang makapal na tubo ng metal ay nangangailangan ng parehong paggamit ng pisikal na puwersa at mga tool para sa isang tiyak na uri ng trabaho.


Mga uri at katangian
Sa pamamagitan ng lokasyon sa espasyo, ang mga hurno na gawa sa mga tubo ay nahahati sa mga sumusunod na uri:
- patayo;
- pahalang.


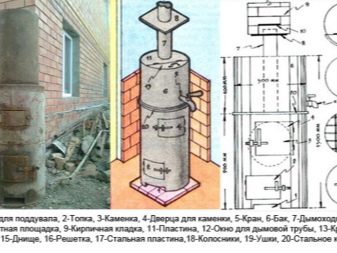
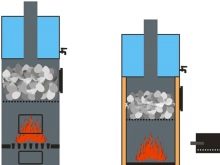
Ang patayong kalan ay mukhang isang potbelly stove, ngunit mayroon itong mga pagkakaiba - isang karagdagang lalagyan para sa mga bato at isang lalagyan para sa tubig.
Ang vertical homemade oven ay tumatagal ng mas kaunting espasyo, na napakahalaga para sa maliliit na sukat ng silid ng singaw, gayunpaman, para sa parehong dahilan, ito ay mas mababa sa pahalang na hurno sa mga tuntunin ng oras ng pagsunog at intensity ng paglipat ng init. Sa proseso ng pagkasunog ng gasolina, tumataas ang init, ang mga dingding sa gilid ay walang oras upang magpainit nang labis. Sa isang pahalang na hurno, naiiba ang proseso - dahil ang pinainit na hangin sa daan patungo sa tsimenea ay sabay-sabay na nagpapainit sa vault ng katawan. Batay dito, malinaw na ang kahusayan ng isang pahalang na hurno ay magiging mas mataas kaysa sa isang patayo.Ang pangunahing kawalan ng disenyo na ito ay itinuturing na lokasyon ng blower at mga pintuan ng firebox nang direkta sa silid ng singaw.

Ang gasolina sa isang patayong tubo ay masusunog nang mas mabilis kung ang pinto ng ash pan ay hindi sarado, sa gayon ay huminto sa pag-access ng oxygen sa apoy. Sa gayong tubo, ang apoy ay nakikipag-ugnayan nang sabay-sabay sa buong dami ng kahoy na panggatong, habang sa isang pahalang na tubo ang gasolina ay unti-unting natupok, na mas lohikal para sa pagpainit ng isang paliguan. Gayundin, sa pahalang na anyo ng kalan, ang saklaw ng mga bato sa pag-init ay mas malaki at ang kombeksyon ng mainit na hangin ay mas mataas, bukod dito, ang mga pintuan ng blower at pugon, na matatagpuan sa pinakadulo ng tubo, ay ginagawang posible. para ilabas sila sa steam room. Parehong ang una at ang pangalawang uri ay maaaring gawin sa pamamagitan ng kamay.


Paghahanda
Siyempre, ang isang kalan na gawa sa kamay ay hindi magkakaroon ng katangi-tanging hitsura o pagka-orihinal, ngunit ginagawa nito ang pag-andar nito nang hindi mas masahol kaysa sa isang pabrika at perpektong pinainit ang isang silid ng singaw na may isang lugar na hanggang 20 m2.
Una sa lahat, ang tubo ay dapat magbigay ng mga pangunahing pag-andar nito., ibig sabihin, pantay na sumipsip at makabuo ng init at sa parehong oras ay may sapat na makapal na mga pader upang ang kalan ay hindi natatakot sa mataas na temperatura at tumatagal ng mahabang panahon. Sa pagsasalita tungkol sa mga pangunahing katangian ng mga tubo, kinakailangang isaalang-alang hindi lamang ang cross-sectional diameter at kapal ng pader, kundi pati na rin ang grado ng bakal. Ito ay malinaw na kapag gumagamit ng mga scrap, ang naturang impormasyon ay hindi palaging magagamit.


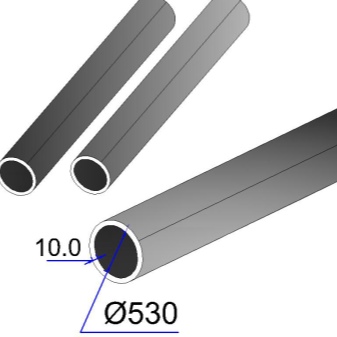
Sa pagsasalita tungkol sa isang karaniwang paliguan, ang mga sumusunod na sukat ay itinuturing na pinakamainam:
- diameter ng seksyon - 0.5-0.55 m;
- kapal ng pader - 8-12 mm.


Dapat pansinin na mas malaki ang diameter, mas mataas ang pagkonsumo ng kahoy na panggatong.



Bigyang-pansin ang kalidad ng materyal: para sa paggawa ng isang pugon sa isang paliguan, ang mga eksklusibong bakal na tubo ay angkop, at ang bakal ay hindi kailangan ng high-carbon. Hindi ito angkop para sa trabaho sa profile, dahil ang mga tahi nito ay madaling mawalan ng hugis o kahit na magkahiwalay. Makikilala mo ang high-carbon steel sa pamamagitan ng mga spark na lumilitaw kapag nag-interact ang metal at ang emery ring - magkakalat ang mga puting spark sa lahat ng direksyon. Ang mababang-carbon na bakal, sa turn, ay nagbibigay ng mga sparks ng isang madilaw-dilaw na tint, na may isang rectilinear trajectory, at ang mga hindi kinakalawang na bahagi ng asero ay hindi gagana. Ang pinakamagandang opsyon ay bakal na may carbon content na halos 2%. Gayundin, kapag pumipili ng isang metal, mas mahusay na iwasan ang haluang metal na bakal - madali din itong kalkulahin gamit ang isang emery machine: ang mga spark mula sa pakikipag-ugnayan sa metal ay magiging orange, pula o maliwanag na puti.


Sa anumang kaso ay hindi dapat gumamit ng cast iron, dahil lumalala ito kapag nadikit sa tubig.
Iba pang mga pakinabang ng mga tubo ng bakal:
- paglaban sa mekanikal na pinsala, mataas na paglipat ng init at mababang koepisyent ng pagpapalawak kapag pinainit;
- pagpapanatili ng init kahit na pagkatapos ng kumpletong pagkasunog ng kahoy na panggatong.

Ang mga tubo ay may sariling mga katangian ayon sa pagtutukoy. Isaalang-alang natin ang impormasyong ito nang mas detalyado.
Ang mga bilog na tubo ay inuri ayon sa laki ng kanilang panloob na diameter. Ang pangalawang numero ay nagpapahiwatig ng kapal ng mga dingding, ang mga kasunod ay nagbibigay ng impormasyon tungkol sa uri nito at iba pang mga katangian. Nakaugalian na kumuha ng milimetro bilang isang yunit ng pagsukat. Kung ang mga tubo ay naka-profile, ang unang dalawang character ay nagpapahiwatig ng maximum na laki ng cross-sectional, ang pangatlong numero - ang kapal ng pader. Ang mga indikasyon na "530 sa pamamagitan ng 10" ay nangangahulugan na ang diameter ng pipe kasama ang panloob na dingding ay 530 mm, ang kapal ay 10 mm, ang panlabas na diameter ay 550 mm na may error na +/- 5 mm, na isinasaalang-alang ang lateral tolerance, na kung saan ay 10%. Ang nakararami na pagpapaubaya sa rate ng daloy ay inilalapat sa ellipticity.

Mag-iiba din ang kapal ng pader ng tubo.
Ang mga tubo ng tubig ay nahahati sa mga sumusunod na subspecies:
- magaan;
- karaniwan;
- pinatibay.
Sa isang paraan o iba pa, ang pinakasikat na mga tubo ay may cross-sectional diameter na 530 mm, ang kanilang kapal ay 6-12 mm, at ang nominal na halaga ay 6, 8 o 10 mm.

Ang impormasyong ito ay kinakailangan upang agad na maihanda ang mga materyales para sa hinaharap na kalan.Ang pinakamahusay na pagpipilian para sa diameter ng pipe ay 0.5 m, na nagpapahiwatig ng parehong mahusay na kapasidad ng init at komportableng trabaho. Ang mga tubo na may nominal na halaga na 500 mm at higit pa ay may pitch na 10 mm at karaniwang nauuri bilang malalaking diameter na tubo. Mas madaling kunin ang mga tubo na tumutugma sa bawat isa sa cross-sectional diameter at kapal ng pader upang gawing mas madali para sa iyong sarili na gumuhit ng isang concentric na istraktura at mabawasan ang mga puwang sa pagitan ng mga ito.

Ang mga tubo ay isa sa mga madalas na hinihiling na produkto., kaya walang saysay na ayusin ang mga ito nang maingat. Ang mga tubo mula 250 hanggang 400 mm ay may malawak na hanay ng pagpili. Kung maaari, para sa paggawa ng isang sauna stove, bigyan ng kagustuhan ang mga scrap ng spiral pipe (ang kanilang pagtatalaga ay GOST 20295 85). Ang paghahambing ng mga ito sa mga longitudinal welded pipe (GOST 10704-91), mayroon silang mas mababang mga halaga ng ellipticity, mas tumpak at ibinebenta ang mga ito sa parehong presyo ng scrap metal. Ang mga solidong cast pipe na walang mga tahi ay isang mas mahusay na pagpipilian, ngunit angkop lamang para sa paggawa ng maliliit na bahagi, dahil ang kanilang diameter ay hindi hihigit sa 250 mm.
Kapag naghahanda para sa trabaho, magbigay ng kasangkapan sa iyong sarili sa isang lugar ng trabaho - maaari itong maging isang garahe o isang home workshop.


Mga Materyales (edit)
Upang maisagawa ang gawain, kinakailangan ang mga sumusunod na materyales:
- ang tubo mismo, na kakailanganin upang lumikha ng isang firebox at isang tangke ng tubig, ang diameter nito ay dapat na mula 500 hanggang 600 mm (530 mm ay itinuturing na pinakamainam), kapal ng pader - mula 8 hanggang 16 mm, haba - mula 1.2 hanggang 1.5 m ;
- isang tubo na magiging sisidlan ng mga bato pagkatapos - ang diameter nito ay mga 400 mm;
- tsimenea - diameter 120-150 mm, kapal 2-4 mm;
- mga sheet ng metal sa dami ng ilang piraso, mga sukat na humigit-kumulang 600 hanggang 800 mm, kapal ng mga 8-12 mm;


- hinged metal na bisagra;
- isang maliit na bahagi ng isang sinulid na tubo ng tubig, diameter 1 / 2-3 / 4 pulgada, haba 50-80 mm at isang gripo ng tubig na may sinulid sa loob ng parehong diameter;
- mga segment ng rods mula sa reinforcement - haba tungkol sa 500 mm, diameter mula 12 hanggang 18 mm, ang mga yari na cast iron grates para sa solid fuels ay angkop;
- komposisyon ng semento;
- mga ladrilyo;
- buhangin.



Pakitandaan na ipinapayong gawin ang fuel compartment, chimney at boiler hindi mula sa ferrous metal, ngunit mula sa hindi kinakalawang na asero. Bagaman nauugnay ito sa ilang mga paghihirap, dahil ang kanilang hinang ay mangangailangan ng mga electrodes mula sa parehong hindi kinakalawang na asero o isang espesyal na kawad para sa hinang.


Mga kinakailangang tool:
- aparato para sa mga elemento ng hinang;
- anumang malakas na metal carver;
- mga electrodes;
- mortise crane;
- pinagsama metal para sa mga binti;
- asbestos cord;
- hawakan ng pintuan.





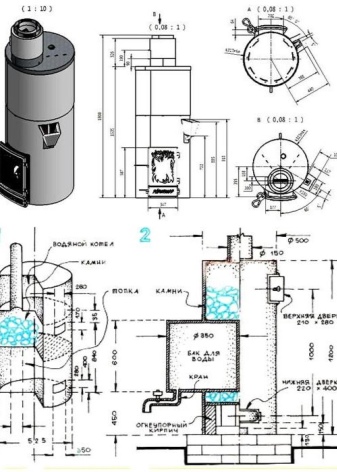
Mga scheme at mga guhit
Bago simulan ang trabaho, kailangan mong magpasya kung aling uri ng oven - patayo o pahalang, ang pipiliin. Pagkatapos ay lumikha ng isang gumaganang pagguhit na isinasaalang-alang ang lahat ng mga parameter - mga sukat ng aparato, pagsasaayos ng mga bahagi nito, mga sukat.
Kung ito ang unang karanasan ng paggawa ng sarili ng isang kalan, mas makatuwirang sumangguni sa mga yari na guhit at diagram para sa paggawa ng isang tipikal na modelo ng aparato, makakatulong ito upang maiwasan ang mga pagkakamali at karagdagang hindi tamang operasyon ng yunit. . Bukod dito, ang isang maling naka-assemble na kalan ay maaaring magbanta sa buhay at kalusugan ng tao!
Kinakailangan na ihanda ang pundasyon kung saan mai-install ang oven:
- Sa lugar kung saan pinlano ang pag-install ng aparato, hinukay ang isang hukay na may sukat na 50 x 70 x 70 cm.
- Ang ilalim ng hukay ay natatakpan ng pinong graba. Mangyaring tandaan na ang kapal ng layer ay dapat na hindi bababa sa 30 cm. Susunod, kailangan mong i-tamp ang layer na ito nang mahigpit hangga't maaari.
- Susunod, kailangan mong maghanda ng mortar ng semento batay sa sumusunod na ratio ng mga bahagi: kumuha ng 4-5 bahagi ng buhangin para sa 1 bahagi ng semento, palabnawin ng tubig hanggang sa makuha ang isang creamy homogenous mixture. Punan ang isang layer ng durog na bato at hayaang tumigas - ang prosesong ito ay karaniwang tumatagal ng 24 na oras.
- Upang lumikha ng waterproofing, ang materyal sa bubong ay inilalagay sa matigas na layer ng semento sa ilang mga layer.
- Ang isang layer ng materyales sa bubong ay sa wakas ay ibinuhos ng isang kongkretong komposisyon: kung saan ang 1 bahagi ng pinaghalong semento ay nagkakahalaga ng 2 bahagi ng buhangin, 4-5 bahagi ng graba at tubig. Pagkatapos nito, kailangan mong i-level ang nagresultang layer.



Matapos matuyo ang pundasyon, nilagyan ang isang clay platform, kung saan ang mga brick ay kasunod na inilatag sa parehong mga sukat - 0.7 m sa 0.7 m.Bilang resulta, ang brick platform ay dapat na mga 15-20 cm ang taas.Upang maprotektahan ang mga pader mula sa sobrang pag-init sa lugar, na idinisenyo para sa lokasyon ng pugon, ang isang proteksiyon na screen ng mga brick ay inilatag, na inilalagay sa isang gilid at pinagtibay ng isang komposisyon ng luad. Ang pinakamainam na haba para sa istraktura na ito ay 120 cm, habang ang kalan ay matatagpuan hindi bababa sa 20 cm mula dito.


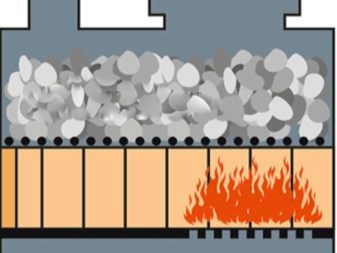
Hindi mahalaga kung anong uri ng kalan ang paliguan sa hinaharap - pahalang o patayo - sa anumang kaso, ito ay nilagyan ng pampainit. Sa artikulong ito, hindi namin hawakan ang paksa ng pagpili ng mga bato (pinapayuhan ng karamihan ang paggamit ng mga pebbles ng ilog, balsat, quartzite, talcum chloride o gabbrodiabase), pareho, ang kapasidad ng init ay nakasalalay sa pampainit. Hindi mo maaaring punan ang kalan ng mga bato, dahil sa kasong ito ang paliguan ay hindi magpapainit at ang lahat ng init ay tumira sa tubo sa anyo ng soot.
Una kailangan mong magpasya kung ang heater ay dumadaloy o bukas. Sa unang kaso, ang mga bato ay hugasan ng mga gas ng tambutso, ang pagtatakda ng mode sa kasong ito ay medyo simple - sapat na upang piliin at ilagay ang iba't ibang mga bato sa maraming yugto hanggang sa makamit ang nais na epekto. Mayroong mga nuances - sa kasong ito, maaari kang mag-steam lamang kapag gumagamit ng pinakamataas na kalidad ng gasolina at magdagdag ng singaw lamang kapag gumagamit ng tubig. Sa kaso ng isang bukas na kalan, ang mga kinakailangang ito ay hindi, ngunit ang paglikha nito ay mas mahirap ipatupad.



Ang pinakasimpleng uri ng bukas na kalan ay isang tray na naka-mount sa firebox. Ang ganitong aparato ay angkop lamang para sa isang pahalang na pagtingin sa kalan. Ngunit may mga paghihirap - paunang mga kalkulasyon, pati na rin ang pag-aaral ng mga prototype, dahil ang lugar ng pakikipag-ugnay sa pagitan ng mga bato at mga dingding ng pugon ay dapat na eksaktong obserbahan. Ang ibang uri ng pampainit ay nangangailangan ng mas kaunting katumpakan, kung saan ang pag-init ay nangyayari sa pamamagitan ng mga flue gas, ngunit ang naturang aparato ay mas mahirap gawin.
Kung walang tamang karanasan, pinakamahusay na magbigay ng kagustuhan sa isang vertical oven - sa loob nito, ang heater at ang water vat ay pinainit nang sunud-sunod. Para sa mas maraming karanasan na mga tao, mas mahusay na gumawa ng parallel oven, ang tubig ay mas mabilis na uminit sa kasong ito. Ang pinakamahirap na paggawa ay ang bell-type na kalan, kung saan ang kalan ay bukas din.


Paggawa at pag-install
Hindi natin dapat kalimutan na ang pakikipag-ugnayan sa kalan ay direktang nauugnay sa mga panganib ng parehong posibleng pagkasunog at panganib ng sunog, samakatuwid, upang maiwasan ang mga posibleng kahihinatnan, kinakailangan na mag-aplay ng ilang mga patakaran para sa pag-install ng kalan at isaalang-alang ang mga kakaibang katangian nito. operasyon. Ito ay hindi nangangahulugang bilog ang hugis - may iba pang mga pagpipilian. Ang iba't ibang mga species ay may humigit-kumulang sa parehong mga katangian, ito ay hindi napakahirap gawin ang mga ito. Anuman ang katotohanan na ang tuktok na naka-mount na oven mismo ay magaan, ang heat exchanger ay dapat na naka-install sa isang elevation ng hindi bababa sa 20 cm na may kaugnayan sa sahig. Ang pundasyon ay maaaring alinman sa reinforced concrete o brick, o maaari itong tipunin mula sa mga kongkretong bloke.



Ang isang paunang kinakailangan ay din ang pagkakaroon ng isang metal sheet na may sukat na 0.5 sa 0.7 m sa harap ng firebox at blower door. Ang mga pinto ay dapat na tiyak na bumukas sa loob ng dressing room o steam room.
Ang pinakamaliit na distansya sa pagitan ng tsimenea, pati na rin ang iba pang pinainit na bahagi ng metal ng kalan, tsimenea at wood paneling ng mga dingding at kisame ay 1 metro.
Pinakamainam na punan ang tangke ng tubig bago painitin ang paliguan - ang kahalumigmigan na pumapasok sa isang mainit na tuyo na lalagyan ng metal ay puno ng mga paso mula sa isang pagkabigla ng singaw.

Maingat na suriin ang lahat ng mga detalye.Bago i-weld ang mga ito nang magkasama, kapag natapos na ang pag-install, huwag kalimutang suriin ang mga katangian nito sa isang pagsubok na pagpapaputok: kahusayan, operasyon ng coil. Pumunta sa silid ng singaw, manatili sa loob - pinahahalagahan ang pag-init ng hangin sa paligid mo.


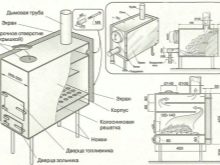
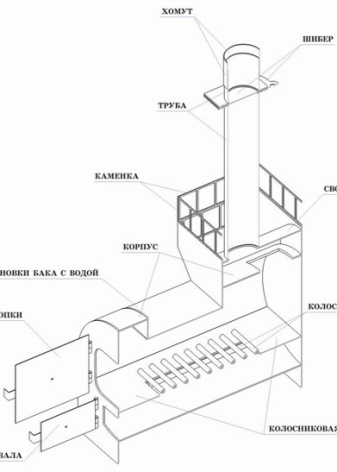
Pahalang na hurno
Kapag gumagawa ng pahalang na hurno gamit ang iyong sariling mga kamay, ang pamamaraan ay ang mga sumusunod:
- Ang pagputol ng firebox gamit ang isang gilingan ay bahagi ng isang pipe ng kinakailangang format (sa mahigpit na alinsunod sa diagram). Bilang isang patakaran, ang tubo na ito ay mula 0.7 hanggang 0.9 m ang haba.
- Paggawa ng mga rehas na bar mula sa mga metal na frame, pati na rin ang mga reinforcement rod na kahanay sa frame, ang distansya sa pagitan ng kung saan ay dapat na mga 50 cm.
- Ang mga reinforced sa loob ng firebox. Sa kaso ng paggamit ng mga yari na istrukturang metal, ang mga ito ay nakatiklop sa mga sulok ng metal, na dati nang hinangin sa loob.
- Ang isang butas ay pinutol mula sa itaas, na higit na magsisilbing tsimenea, ang laki nito ay mula 15 hanggang 20 cm. Pinakamainam na mag-indent mula sa likod na dingding ng 15 cm upang ang mainit na hangin ay makibahagi din sa pagpapalitan ng init, at hindi lang lumabas sa lalong madaling panahon.



Ang ilan ay iginigiit na gupitin ang isang butas nang direkta sa pinakalikod na dingding ng tubo, ngunit hindi inirerekomenda na gawin ito, dahil dahil sa naturang mga manipulasyon, ang kahusayan ng pugon ay kasunod na bumababa, at ang pagkonsumo ng gasolina ay tumataas.
Ang susunod na hakbang ay ang pagputol ng isang sheet ng metal na may sukat na naaayon sa likod na dingding at hinangin ito. Kung ang diagram ay nagpapahiwatig ng pagkakaroon ng isang kalan, kung gayon ang sheet na kabilang sa likod na dingding ng kalan ay dapat na mas malaki upang lumikha ito ng isang lalagyan para sa mga bato na may itaas na bahagi nito. Ang isang uka ay pinutol sa harap na dingding, na pagkatapos ay magiging isang ash pan at isang firebox.


Ang facade ay nakakabit sa pamamagitan ng hinang at ang mga pinto ay sa wakas ay nakabitin - ang mga ito ay karaniwang ginawa nang nakapag-iisa o binili mula sa isang dalubhasang tindahan.


Iyon lang - handa na ang sauna stove. Bago gamitin, ang metal ay dapat tratuhin laban sa kaagnasan at posibleng mga deposito, pagkatapos ng lahat ng mga manipulasyon, ang mga kakayahan ng yunit ay dapat na masuri sa pamamagitan ng pagsasagawa ng unang control furnace.


Patayo
Ang pagdidisenyo ng isang patayong oven ay eksaktong kapareho ng paglikha ng isang pahalang na oven, maliban sa ilang mga punto. Ang isang natatanging tampok ay ang direktang posisyon ng pipe sa espasyo, kapag ang parehong mga dulo ay hindi bumubuo sa likod at harap na mga ibabaw, ngunit ang itaas at mas mababa, ayon sa pagkakabanggit. Sa gayong mga hurno, ang seksyon para sa pag-aayos ng mga bato ay matatagpuan nang direkta sa silid ng pugon, bilang isang resulta, ang paggawa ng naturang yunit ay medyo mas kumplikado sa pagpapatupad, ngunit ang pinainit na hangin ay magiging mas puspos din.


Mga yugto ng paggawa.
- Una, kinakailangan upang i-cut ang isang window sa pipe, na magsisilbing isang blower groove para sa supply ng oxygen sa nasusunog na gasolina, at kokolektahin din ang produkto ng pagkabulok ng gasolina - abo. Ilipat ang 40 mm ang layo mula sa ilalim na gilid ng tubo at gupitin ang isang parallelepiped groove na may gilingan o isang hacksaw, na pagkatapos ay humigit-kumulang 80 hanggang 240 mm ang laki.
- Sa parehong axis, kailangan mong gupitin ang isa pang uka para sa pag-iimbak ng gasolina sa loob nito - lumayo mula sa itaas na gilid ng butas ng pamumulaklak mula 180 hanggang 200 mm. Ang pamamaraan ng pagputol ay dapat gawin nang maingat at maingat hangga't maaari, dahil ang mga cut off na mga segment na ito ay magsisilbing pintuan ng firebox at blower.


- Sa itaas ng antas ng firebox mayroong isang tray para sa pag-iimbak ng mga bato. Sukatin mula sa harap na gilid ng firebox mula 120 hanggang 180 mm, gupitin ang isang uka sa hugis ng isang bilog na may diameter na mga 350 mm. Tandaan na ang uka na ito ay dapat na offset 90 degrees na may kaugnayan sa circumference ng pipe.
- Ang susunod na tubo ay pinutol sa isang haba na katumbas ng panlabas na diameter ng mas malaking tubo. Susunod, kailangan mong putulin ang apikal na bahagi ng tatlong quarter upang bigyan ang materyal ng hugis ng isang scoop.
- Ang isang blangko na dingding ay hinangin sa likurang bahagi na may isang uka, sa harap na bahagi, sa turn, isang plug na may palipat-lipat na pinto sa hugis ng kalahating bilog ay nakakabit, na pagkatapos ay gagamitin bilang isang lalagyan para sa mga bato at magdagdag ng likido sa mga bato sa panahon ng steam bath.


- Ang hiwa na ito ay ipinasok sa base pipe sa paraang ang panlabas na indent nito ay mula 20 hanggang 30 mm na may libreng espasyo sa paligid nito. Susunod, ang butas ay maingat na pinainit sa paligid ng perimeter. Kung kinakailangan, ito ay naayos mula sa loob sa tulong ng mga reinforcing rod.
- Ang isang pabilog na disc ay pinutol mula sa isang sheet ng metal, na katumbas ng diameter ng pangunahing tubo sa mga tuntunin ng panloob na diameter. Ang isang rektanggulo ay pinutol sa gitna ng disc - sa laki ay dapat itong madaling mapaunlakan ang mga cast iron grates. Kung wala sila, ang mga reinforcement rod ay hinangin sa ibaba, na bumubuo ng isang rehas na bakal.
- Sa base ng tangke ng gasolina, gumamit ng welding machine upang ikabit ang base pipe na 20 cm sa itaas ng blower.
- Gupitin ang base para sa blower mula sa isang sheet ng bakal. Mula sa ibaba, ang oven ay inilalagay sa maliliit na binti.


- Ang susunod na hakbang ay ang paggawa ng vat para sa tubig, habang ang tsimenea ay dapat dumaan dito. Ang pangunahing tubo ay ginagamit bilang mga dingding sa gilid, ang ibaba ay kasabay ng itaas na arko ng firebox.
- Ang ilalim ay pinutol mula sa isang sheet ng bakal alinsunod sa diameter ng panloob na bahagi ng pipe, pagkatapos ay isang butas sa anyo ng isang bilog na may diameter na 30 hanggang 50 mm ay gupitin dito, na sa kalaunan ay magiging isang tsimenea.
- Ang isang bahagi ng tsimenea ay ipinasok sa parehong butas upang ito ay umaabot sa mga gilid ng 100-120 mm.


- Ang ilalim ng tangke ng tubig ay ipinasok sa tsimenea at hinangin sa itaas lamang ng lalagyan ng bato. Ang tubo ng usok ay dapat nasa gilid ng site sa anyo ng isang scoop.
- Ang isang vat para sa tubig ay niluluto sa paligid ng buong perimeter, isang butas ang ginawa mula sa ibaba, kung saan ang isang gripo ay ipinasok.
- Ang mga bisagra ay hinangin upang mai-install ang mga pinto sa katawan. Suriin kung may mga tagas sa pamamagitan ng pagpuno sa tangke ng tubig. Susunod, kailangan mong isagawa ang unang hurno ng pagsubok.


Mga kapaki-pakinabang na pahiwatig
Upang gawing hindi lamang gumagana ang kalan, ngunit nakalulugod din sa mata, maaari mo itong ipinta gamit ang refractory na pintura - ang pintura na lumalaban sa init ay hindi lamang magbibigay ng nais na kulay, ngunit makakatulong din na protektahan ang metal mula sa kaagnasan.
Maaari mo ring i-overlay ito ng isang brick, na hindi lamang may pandekorasyon na function, ngunit nakakatipid din mula sa labis na infrared radiation, na dinadala ng pinainit na metal. Ang ganitong uri ng mga sinag ay hindi pumailanglang, ngunit nasusunog.

Paano magwelding ng kalan mula sa isang tubo gamit ang iyong sariling mga kamay, tingnan ang video sa ibaba.





























































































Matagumpay na naipadala ang komento.