Lahat tungkol sa lakas ng bolt

Ang mga fastener ay kumakatawan sa isang malaking assortment sa merkado. Maaari silang magamit pareho para sa karaniwang koneksyon ng iba't ibang bahagi ng mga istraktura, at upang ang system ay makatiis ng mas mataas na mga pagkarga, upang maging mas maaasahan.
Ang pagpili ng kategorya ng lakas ng bolt ay direktang nakasalalay sa layunin kung saan gagamitin ang istraktura.

Mga pangunahing klase
Ang bolt ay isang cylindrical fastener na may sinulid sa labas. Kadalasan ay may hex na ulo na ginawa para sa isang wrench. Ang koneksyon ay ginawa gamit ang isang nut o iba pang sinulid na butas. Bago ang paglikha ng mga fastener ng tornilyo, ang mga bolts ay tinatawag na anumang mga produkto sa anyo ng isang baras.
Ang disenyo ng bolt ay ang mga sumusunod.

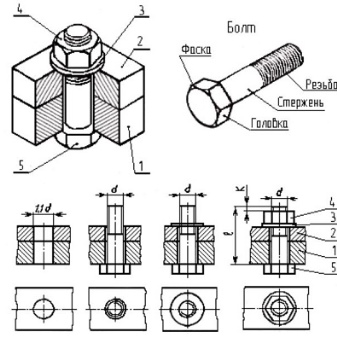
Ulo
Sa tulong nito, ang natitirang bahagi ng fastener ay ipinadala ng metalikang kuwintas... Maaari itong magkaroon ng hexagonal, kalahating bilog, kalahating bilog na may turnilyo, cylindrical, cylindrical na may hexagonal recess, countersunk at countersunk na may turnilyo.

Cylindrical rod
Ito ay nahahati sa ilang uri:
- pamantayan;
- para sa pag-install sa isang butas na may puwang;
- para sa pag-mount sa isang reamer hole;
- na may isang shank ng pinababang diameter na walang sinulid.

turnilyo
Maaari itong maging sa mga sumusunod na anyo:
- bilog;
- wing nut;
- hex (na may mga chamfer na mababa / mataas / normal, korona at slotted).
Mayroong maraming mga uri ng bolts, ang lahat ay depende sa kung anong mga katangian ang dapat magkaroon ng istraktura sa panahon ng operasyon. Ang klase ng lakas ng bolts ay naglalarawan ng kanilang mga mekanikal na katangian.
Batay sa pinakasikat na mga talahanayan, mauunawaan mo na ang klase na ito ang pangunahing isa.

Ang lakas ay isang pag-aari ng isang produkto na nailalarawan sa pamamagitan ng paglaban sa pagkasira mula sa panlabas na mga kadahilanan. Dapat ipahiwatig ng sinumang tagagawa ang lakas ng produkto upang sa panahon ng pag-install o pagpupulong ay malinaw kung ang mga fastener ay angkop para sa ilang mga kaso. Ang lakas ay sinusukat sa dalawang numero, na pinaghihiwalay ng isang tuldok, o isang dalawang-digit at isang-digit na numero, na pinaghihiwalay din ng isang tuldok:
- 3.6 - pagkonekta ng mga elemento na gawa sa hindi pinaghalo na bakal, ang karagdagang hardening ay hindi inilalapat;
- 4.6 - ginagamit para sa paggawa ng carbon steel;
- 5.6 - ay gawa sa bakal na walang huling tempering;
- 6.6, 6.8 - hardware na gawa sa carbon steel, walang mga impurities;
- 8.8 - Ang mga sangkap tulad ng chromium, mangganeso o boron ay idinagdag sa bakal; bilang karagdagan, ang natapos na metal ay pinainit sa temperatura na higit sa 400 ° C;
- 9.8 - may pinakamababang pagkakaiba mula sa nakaraang klase at mas mataas na lakas;
- 10.9 - para sa paggawa ng naturang mga bolts, ang bakal ay kinuha na may karagdagang mga additives at tempering sa 340-425 ° C;
- 12.9 - hindi kinakalawang o haluang metal na bakal ang ginagamit.


Ang unang numero ay nangangahulugan ng tensile strength (1/100 N / mm2 o 1/10 kg / mm2), iyon ay, 1 milimetro ng isang parisukat na bolt 3.6 ay makatiis ng pahinga ng 30 kilo. Ang pangalawang numero ay ang porsyento ng yield strength sa tensile strength. Iyon ay, ang 3.6 bolt ay hindi magde-deform hanggang sa puwersa na 180 N / mm2 o 18 kg / mm2 (60% ng ultimate strength).
Batay sa mga halaga ng lakas, ang mga connecting bolts ay nahahati sa mga sumusunod na opsyon.
- Tensile-rupture sa inner diameter ng bolt. Kung mas mataas ang lakas ng fastener, mas malamang na ang bolt ay mag-deform sa ilalim ng pagkarga, iyon ay, ito ay mag-uunat.
- Gumagana upang i-cut ang bolt sa dalawang eroplano. Kung mas mababa ang lakas, mas mataas ang posibilidad na mabigo ang bundok.
- Tensile and Shear - Gupitin ang ulo ng bolt.
- Frictional - dito mayroong isang pagdurog ng materyal sa ilalim ng mga fastener, iyon ay, gumagana ang mga ito para sa isang hiwa, ngunit may mataas na pag-igting ng mga fastener.

Yield point - ito ang pinakamalaking pag-load, na may pagtaas kung saan nangyayari ang pagpapapangit, na hindi maibabalik sa hinaharap, iyon ay, ang koneksyon ng tornilyo ay tataas ang haba pagkatapos ng ilang mga aksyon. Ang mas mabigat na istraktura ay maaaring makatiis, mas mataas ang rate ng daloy. Kapag kinakalkula ang pag-load, karaniwang kumukuha ng 1/2 o 1/3 ng lakas ng ani. Isaalang-alang ang isang kutsara sa kusina bilang isang halimbawa - ang pagyuko nito sa isang gilid ay lumilikha ng ibang bagay. Ang pagkalikido ay nasira - ito ay humantong sa pagpapapangit, ngunit ang materyal mismo ay hindi nasira. Mahihinuha na ang pagkalastiko ng bakal ay mas mataas kaysa sa ani nito.
Ang isa pang bagay ay isang kutsilyo, na masisira kapag nakayuko. Dahil dito, ang lakas ng lakas at ani ay pareho. Ang mga produktong may ganitong mga katangian ay tinatawag ding marupok. Makunot na limitasyon - isang pagbabago sa laki at hugis ng isang materyal sa ilalim ng impluwensya ng panlabas na mga kadahilanan, habang ang produkto ay hindi nawasak. Sa madaling salita, ito ay ang porsyento ng pagpahaba ng materyal kumpara sa orihinal na sample. Ang katangiang ito ay nagpapakita ng haba ng bolt bago masira. Pag-uuri ng laki - mas malaki ang lugar, mas malaki ang paglaban ng pamamaluktot.
Ang haba ng bolt ay pinili ayon sa kapal ng mga bahagi na konektado.


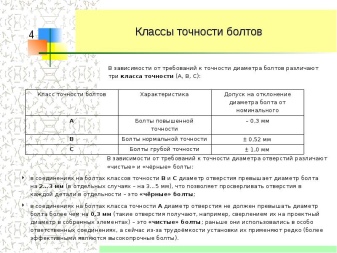
Ang mga fastener ay nahahati din sa isang tagapagpahiwatig bilang katumpakan. Iba't ibang paraan ng threading at surface treatment ang ginagamit sa produksyon. Maaari itong maging mataas, normal at magaspang.
- Ang C ay magaspang na katumpakan. Ang mga fastener na ito ay angkop para sa mga butas na 2-3 mm na mas malaki kaysa sa baras mismo. Sa gayong pagkakaiba sa mga diameter, ang mga joints ay maaaring lumipat.
- B ay normal na katumpakan. Ang mga elemento ng pagkonekta ay naka-install sa mga butas na 1-1.5 mm na mas malawak kaysa sa baras. Nagbibigay sila sa mas kaunting pagpapapangit kumpara sa nakaraang klase.
- A - mataas na katumpakan... Ang mga butas para sa bolt group na ito ay maaaring mas malawak na 0.25-0.3 mm. Ang mga fastener ay may medyo mataas na gastos, dahil ang mga ito ay ginawa sa pamamagitan ng pag-ikot.
Para sa mga fastener na gawa sa hindi kinakalawang na asero, hindi nila ipinapahiwatig ang klase, ngunit ang lakas ng makunat, ang kanilang pagtatalaga ay naiiba - A2 at A4, kung saan:
- Ang A ay ang austenitic na istraktura ng bakal (mataas na temperatura na bakal na may mala-kristal na sala-sala ng GCC);
- ang mga numero 2 at 4 ay ang pagtatalaga ng kemikal na komposisyon ng materyal.

Ang mga hindi kinakalawang na bolts ay may 3 mga tagapagpahiwatig ng lakas - 50, 70, 80. Sa paggawa ng mga high-strength bolts, ang mga haluang metal na may mas mataas na katigasan at lakas ay ginagamit. Ang mga naturang materyales ay mas mahal kaysa sa carbon steel. Iba-iba ang klase ng lakas - 6.6, 8.8, 9.8, 10.9, 12.9. Gayundin, upang madagdagan ang pagganap, ang isang yugto ng paggamot sa init ay isinasagawa, na nagbabago sa komposisyon ng kemikal at istraktura ng materyal. Posibleng operasyon sa mga temperatura sa ibaba 40 ° C - ay may pagtatalaga na U. 40-65 ° C ay minarkahan bilang HL.
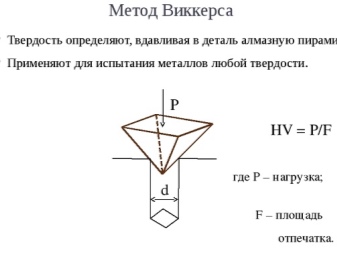
Katigasan ng bolt Ay ang kakayahan ng isang materyal na pigilan ang pagtagos ng ibang katawan sa ibabaw nito. Ang katigasan ng bolt ay sinusukat ng Brinell, Rockwell at Vickers. Ang mga pagsubok sa katigasan ng Brinell ay isinasagawa sa isang hardness tester, isang tumigas na bola na may diameter na 2.5, 5 o 10 milimetro ay nagsisilbing isang indeter (pindot na bagay). Ang laki ay depende sa kapal ng materyal na sinusuri. Ang indentation ay nagaganap sa loob ng 10-30 segundo, ang oras ay depende rin sa nasubok na materyal. Ang resultang pag-print ay sinusukat gamit ang isang Brinell magnifier sa dalawang direksyon. Ang ratio ng inilapat na pagkarga sa ibabaw ng indentation ay ang kahulugan ng katigasan.


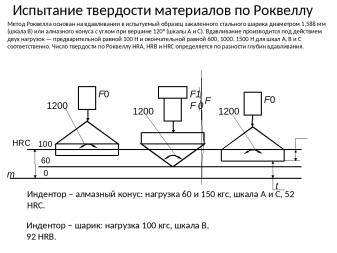
Ang pamamaraan ni Rockwell ay batay din sa indentation. Ang isang diamante na kono ay gumaganap bilang isang indeter para sa mga matitigas na haluang metal, at isang bakal na bola na may diameter na 1.6 milimetro para sa mas malambot na mga haluang metal. Sa pamamaraang ito, ang pagsubok ay isinasagawa sa dalawang yugto. Una, ang isang preload ay inilapat upang ang materyal at tip ay malapit na magkadikit. Pagkatapos ang pangunahing pagkarga ay nagpapatuloy sa maikling panahon.Matapos alisin ang pag-load ng trabaho, ang katigasan ay sinusukat. Iyon ay, ang mga kalkulasyon ay isasagawa ayon sa lalim kung saan nananatili ang indeter, kasama ang inilapat na preload. Sa pamamaraang ito, 3 pangkat ng katigasan ay nakikilala:
- HRA - para sa sobrang matitigas na metal;
- HRB - para sa medyo malambot na mga metal;
- HRC - para sa medyo matitigas na metal.
Ang katigasan ng Vickers ay tinutukoy ng lapad ng pag-print. Ang pressed-in na tip ay isang diamond pyramid na may apat na mukha. Ito ay sinusukat sa pamamagitan ng pagkalkula ng ratio ng load sa lugar ng resultang marka. Ang mga sukat ay ginawa sa ilalim ng isang mikroskopyo na naka-mount sa kagamitan. Ang pamamaraang ito ay nailalarawan sa pamamagitan ng pagtaas ng katumpakan at hypersensitivity. Ang mga pamamaraan ng pagsukat na ginamit alinsunod sa GOST sa panahon ng Sobyet ay hindi nagpapahintulot sa pagtukoy ng lahat ng pinakamataas na pinahihintulutang pag-load sa mga fastener, samakatuwid, ang mga materyales na ginawa ay hindi maganda ang kalidad.
Ang mga pangunahing uri ng bolts
- Lemeshny... Sa tulong nito, ang mga nasuspinde na mabibigat na istruktura ay nakakabit. Kadalasang ginagamit para sa agrikultura.

- Muwebles. Ang pangunahing pagkakaiba ay ang thread ay hindi inilapat sa buong baras. Ang ulo ay makinis - ginagawa ito upang ang bolt ay hindi nakausli sa itaas ng eroplano. Bilang karagdagan sa paggawa ng mga kasangkapan, natagpuan ng fastener na ito ang aplikasyon nito sa konstruksyon.

- Daan. Ginagamit kapag nag-i-install ng mga bakod. Ito ay nakikilala sa pamamagitan ng isang kalahating bilog na ulo, sa ilalim kung saan mayroong isang parisukat na headrest. Salamat sa disenyo na ito, ang mga elemento ay matatag na naayos.

- Enhinyerong pang makina... Ang pinakasikat na uri na ginagamit sa paggawa ng kotse.
Ang mga bolt ng gulong ay lubos na matibay at lumalaban sa mga salungat na salik.

- Paglalakbay. Ginagamit sa pagtatayo ng mga riles, kadalasang ginagamit ito upang ikonekta ang mga bahagi ng tren. Ang thread ay inilapat sa mas mababa sa kalahati ng shank.

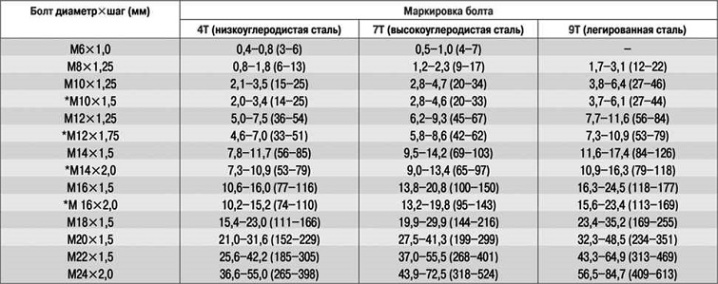
Pagmamarka
Ang lahat ng mga fastener ay minarkahan ayon sa mga pamantayan:
- GOST;
- Ang ISO ay isang sistemang ipinakilala sa karamihan ng mga estado mula noong 1964;
- Ang DIN ay isang sistema na nilikha sa Germany.
Isinasaalang-alang ang lahat ng mga kinakailangan at pamantayan, ang mga sumusunod na pagtatalaga ay inilalapat sa ulo ng bolt:
- ang klase ng lakas ng hilaw na materyal kung saan ginawa ang mga fastener;
- sign ng halaman ng tagagawa;
- direksyon ng thread (kadalasan ay ang kaliwang direksyon lamang ang ipinahiwatig, ang kanan ay hindi minarkahan).
Ang mga inilapat na marka ay maaaring maging malalim o matambok. Ang kanilang sukat ay matutukoy ng mismong tagagawa.


Alinsunod sa mga pamantayan ng GOST, ang mga sumusunod na pagtatalaga ay inilalapat sa mga bolts.
- Bolt - ang pangalan ng fastener.
- Katumpakan ng bolt. Mayroon itong letter decoding A, B, C.
- Ang pangatlo ay ang bilang ng pagganap. Maaari itong maging 1, 2, 3 o 4. Ang unang pagganap ay hindi palaging ipinahiwatig.
- Ang pagtatalaga ng liham ng uri ng sinulid. Sukatan - M, korteng kono - K, trapezoidal - Tr.
- Ang laki ng diameter ng thread ay karaniwang ipinahiwatig sa millimeters.
- Thread pitch sa millimeters. Maaari itong malaki o basic (1.75 millimeters) at maliit (1.25 millimeters).
- Ang direksyon ng thread ng LH ay kaliwa, ang kanang kamay na thread ay hindi ipinahiwatig sa anumang paraan.
- Precision carving. Maaari itong maging maayos - 4, katamtaman - 6, magaspang - 8.
- Haba ng fastener.
- Klase ng lakas - 3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
- Letter designation C o A, iyon ay, ang paggamit ng mahinahon o free-cutting steel. Ang pagtatalaga na ito ay angkop lamang para sa mga bolts na may lakas na hanggang 6.8. Kung ang lakas ay mas mataas kaysa sa 8.8, pagkatapos ay ang grado ng bakal ay ilalapat sa halip ng pagmamarka na ito.
- Numero mula 01 hanggang 13 - ang mga numerong ito ay nagpapahiwatig ng uri ng patong.
- Ang huli ay din ang digital na pagtatalaga ng kapal ng patong.
Paano malalaman?
Ang mga pangunahing parameter para sa pagsukat ng mga sukat ng mga fastener ay haba, kapal at taas. Upang matukoy ang mga parameter na ito, dapat mo munang maunawaan kung anong uri ng bolt ang magagamit. Ang diameter ng fastener ay maaaring masukat gamit ang isang vernier caliper o ruler. Ang pagsukat ng katumpakan ay isinasagawa gamit ang PR-NOT calibration kit - pass-not pass, iyon ay, ang isang bahagi ay naka-screw sa anchor, ang pangalawa ay hindi.Ang haba ay sinusukat din gamit ang isang caliper o ruler.
Ang mga sukat ng tornilyo ay ipinahiwatig:
- M - thread;
- D ay ang laki ng diameter ng thread;
- P - pitch ng thread;
- L - laki ng bolt (haba).


Ang diameter ng thread ay sinusukat sa parehong paraan tulad ng para sa mga sukat ng bolt. Ang diameter ng thread ng mga mani ay mas mahirap matukoy. Kadalasan, ang pagmamarka ay nagpapakilala sa panlabas na diameter ng bolt na i-screw sa nut, iyon ay, ang nut hole ay magiging mas maliit. Ang katumpakan ng diameter ay maaari ding masukat gamit ang PR-NOT kit. Ito ay nagkakahalaga ng pag-alala dito na ang laki ng nut ay maaaring mabawasan, normal at tumaas.
Sa panahon ng pagtatayo, ang koneksyon ng mga istruktura ay pangunahing isinasagawa gamit ang mga bolted na koneksyon. Ang kanilang pangunahing bentahe ay madaling pag-install, lalo na kung kukuha kami ng mga welding joints para sa paghahambing. Ang mga formula na ginamit upang kalkulahin ang mga tensile joint ay nakasalalay sa materyal na substrate (konkreto, bakal, mortar at materyal na kumbinasyon).
Ang pagkalkula ng mga fastener ng anchor para sa pagkalagot ay nangyayari na sa pasilidad, alinsunod sa mga nakalakip na dokumento.


Ang pangunahing kondisyon para sa pag-install ng mga fastener ay humahawak sa bolts ng pangkalahatang istraktura... Pinakamataas na load-bearing capacity ng hanging grade alloy steel anchor. Ang puwersa ng mga karagdagang epekto ay maaaring maging dynamic, static at maximum. Ang karagdagang load mass ay hindi lalampas sa 25% ng breaking force ng bolt shank.
Ang paraan ng bolting ay naging napakapopular sa modernong mundo. Batay sa lahat ng mga katangian, maaari mong i-highlight ang mga punto na dapat mong bigyang-pansin kapag pumipili:
- ang larangan ng aktibidad kung saan ilalapat ang pangkabit;
- disenyo ng ulo;
- ginamit na materyal;
- lakas;
- mayroon bang karagdagang proteksiyon na patong;
- pagmamarka ayon sa GOST.


Sa susunod na video, makakahanap ka ng higit pang impormasyon sa mga marka ng lakas sa pagmamarka ng bolt.













Matagumpay na naipadala ang komento.