Patalasin ang mga circular saw blades

Ang tamang pagpili ng anggulo ng hasa ng mga disc para sa isang makina o para sa isang circular saw ay isang mahalagang bahagi ng tagumpay kapag nagsasagawa ng lahat ng mga operasyon sa iyong sarili. Ang pagpapanumbalik ng talas ng mga ngipin sa kasong ito ay partikular na kahalagahan, ang master ay kailangang kumilos nang maingat. Ito ay nagkakahalaga ng pakikipag-usap nang mas detalyado tungkol sa kung paano maayos na patalasin ang isang saw blade na may soldered wood gamit ang iyong sariling mga kamay.
Paano matukoy ang pagkasira?
Ang pagbaba sa kalidad ng elemento ng paggupit ay higit na nauugnay sa pagbaba sa talas ng mga ngipin nito. Ang pagpapatalas ng mga circular saw blades ay dapat gawin sa isang napapanahong paraan, bago lumitaw ang malalim na pinsala, na ginagawang imposible ang pagpapanumbalik. Ang pagtukoy sa mga palatandaan ng pagsusuot ay isang gawain na nangangailangan ng espesyal na atensyon mula sa kapatas.

Kinakailangan ang paghasa kung ang tool ay kumikilos sa isang espesyal na paraan.
- Umiinit nang husto, umuusok. Ang isang mapurol na saw blade ay nagpapataas ng pagkarga sa makina. Kapag nag-overheat, nagsisimula itong lumikha ng init nang masinsinan, umuusok, at maaaring mabigo pa.
- Nangangailangan ng mas mataas na presyon. Ang tampok na ito ay pangunahing nalalapat sa mga modelo na may mekanikal na uri ng materyal na supply. Kung kailangan mong gumamit ng higit na puwersa kaysa karaniwan kapag naggupit, sulit na suriin ang talas ng talim.
- Nag-iiwan ng mga bakas ng mga deposito ng carbon, mga langis, at isang tiyak na hindi kanais-nais na amoy sa workpiece.

Ang alinman sa mga palatandaang ito, na inihayag sa panahon ng pagpapatakbo ng circular saw, ay nagpapahiwatig na oras na upang palitan o patalasin ang talim. Ang antas ng pagsusuot ay maaaring matukoy nang mas tumpak lamang sa pamamagitan ng pag-alis nito mula sa tool.
Patalasin ang mga prinsipyo at anggulo
Ang pagputol ng mga ngipin sa disenyo ng circular saw blade ay may 4 na eroplano: 2 gilid, harap at likuran. Ayon sa kanilang anyo, ang lahat ng mga elementong ito ay nahahati sa ilang mga grupo.
- Diretso. Ang ganitong mga ngipin ay hinihiling kapag naglalagari ng mga materyales sa paayon na direksyon, sa bilis. Ang kalidad at katumpakan ng hiwa ay hindi partikular na mahalaga.
- Pahilig. Ang mga ngipin ng ganitong uri ay palaging may hilig na eroplanong offset sa kaliwa o kanan. Kadalasan, ang mga naturang elemento ay kahalili sa isang disc, ang gilid ay tinatawag na variably beveled. Para sa iba't ibang uri ng mga materyales - kahoy, plastik, chipboard - isang tiyak na anggulo ng pagkahilig ay nakatakda. Ito ay magiging maximum kapag pinuputol ang chipboard, at ang opsyon ng pagkiling sa harap o likurang bahagi ay maaaring gamitin.
- Trapezoidal. Ang ganitong mga ngipin sa isang circular saw blade ay may 1 malaking kalamangan - dahan-dahan silang mapurol. Karaniwan sa pagputol gilid, sila ay pinagsama sa mga tuwid, na matatagpuan sa itaas ng mga ito. Sa kasong ito, ang mga elemento ng trapezoidal ay gagamitin para sa magaspang na trabaho, at ang mga tuwid ay makakatulong upang makamit ang isang malinis na hiwa. Ang ganitong mga disc ay ginagamit sa pagproseso ng mga polymer sheet, MDF, particle board.
- Conical. Ang mga ito ay pantulong din, na ginagamit sa mga disc para sa pagputol ng nakalamina at iba pang mga marupok na materyales. Ang espesyal na hugis ng mga elemento ay pinoprotektahan ang ibabaw mula sa chipping at iba pang pinsala. Ang nangungunang gilid ng mga tapered na ngipin ay karaniwang tuwid o malukong at mainam para sa pinong paglalagari.


Depende sa kung anong uri ng mga ngipin ang ginagamit sa talim ng lagari, ang isang angkop na anggulo ng hasa at iba pang mga parameter ay napili. Mahigpit na ipinagbabawal na iproseso ang lahat ng mga elemento sa ilalim ng isang pangkalahatang slope, nang hindi isinasaalang-alang ang mga indibidwal na katangian ng bawat elemento.

Ang bawat talim ng lagari sa isang pabilog na tool ay may 4 na pangunahing sulok na nangangailangan ng hasa. Tinutukoy nila, kasama ang hugis ng ngipin, ang mga tampok ng geometry ng cutting edge. Para sa bawat indibidwal na elemento, kaugalian na sukatin ang mga hiwa na anggulo ng ibabaw at direkta sa harap, likurang mga bahagi.
Depende sa uri, layunin, masa ng lagari, ang mga posibleng pagpipilian ay nakikilala.
- Para sa rip sawing. Ang mga disc na ito ay gumagamit ng 15-25 degree na anggulo ng rake.
- Para sa cross cutting. Dito ginagamit ang isang anggulo ng rake na 5-10 degrees.
- Pangkalahatan. Sa kasong ito, ang mga ngipin ng tool ay pinatalas ng 15 degrees sa lugar ng anggulo ng rake.
Mahalaga rin ang uri ng naprosesong materyal. Kung mas mahirap ito, mas mababa ang dapat na mga tagapagpahiwatig ng napiling anggulo. Maaaring putulin ang mga softwood sa mas malawak na sandal.

Kapag gumagamit ng mga carbide disc, literal na makikita ang pagsusuot sa mata. Sa kasong ito, ang front plane ay nabubura nang mas intensive kaysa sa likod.
Ano ang kailangan?
Ang pagpapatalas ng isang circular saw blade ay posible lamang gamit ang mga espesyal na tool. Upang madagdagan ang katumpakan sa panahon ng trabaho, ginagamit ang mga dalubhasang makina, na lubos na pinasimple ang prosesong ito. At maaari ka ring gumamit ng higit pang mga primitive na tool - isang file at isang bisyo para sa pag-aayos, pati na rin ang isang piraso ng kahoy.


Paano patalasin?
Ang isang bilog na may matagumpay na mga solder o isang regular na wood disk para sa isang circular saw ay medyo maaari mong patalasin ito sa iyong sarili, pagpapanumbalik ng talas ng mga ngipin. Totoo, kapag nagsasagawa ng trabaho, maraming mga kadahilanan ang kailangang isaalang-alang. Maaari nilang maimpluwensyahan ang pagpili ng paraan ng hasa - mano-mano o gamit ang isang makina. Ang mas mataas na katumpakan ay ibinibigay ng mekanisadong pagproseso, ngunit kakailanganin mong bumili ng mga espesyal na kagamitan para dito.

Manu-manong disc sharpening
Kapag pinipili ang pamamaraang ito ng pagpapanumbalik ng talas ng mga ngipin sa talim ng lagari, gamitin ang mga magagamit na tool. Mahalaga lamang na maghanda ng isang espesyal na flat-shaped stand. Maiiwasan nito ang pangangailangang hawakan ang disc sa iyong mga kamay at mapoprotektahan ka mula sa pinsala.
Ang mga sumusunod na kinakailangan ay ipinapataw sa stand:
- pagkakataon sa antas ng axis na may naprosesong ibabaw;
- ang posibilidad ng pagpoposisyon ng may ngipin na bilog sa isang patayo na eroplano;
- swivel joint.

Ang stand ay nagsisilbi hindi lamang bilang isang fastener - pinapayagan ka nitong patalasin ang mga ngipin ng saw blade sa iba't ibang mga anggulo, ginagarantiyahan ang kaligtasan ng pinsala kapag gumaganap ng trabaho. Ang paunang pagmamarka ng ibabaw na may kulay na marker ay makakatulong upang makamit ang mas mataas na katumpakan. Bilang karagdagan, ang isang bisyo ay ginagamit, kung saan ang bilog ay pinindot laban sa kinatatayuan.
Ang isang gilingan ay makakatulong upang mapadali ang proseso ng hasa mismo, ngunit ang mga bihasang manggagawa ay nag-aalis ng menor de edad na bluntness sa isang simpleng file.

Ang mga multidirectional na ngipin ay nangangailangan ng machining mula sa 2 gilid ng gulong... Sa kasong ito, ang disc ay unang naka-fasten nang pahalang sa may markang gilid, pagkatapos ay nakabukas. Ang mga aksyon ay paulit-ulit. Kung kinakailangan, maaari mong baguhin ang anggulo kung ang hasa ay isinasagawa sa isang disc na may magkahalong uri ng ngipin.

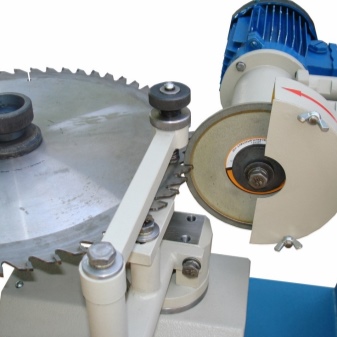
Gamit ang gilingan
Sa pagkakaroon ng mga espesyal na kagamitan na may manual o electric drive, ang problema sa pagpapanumbalik ng talas ng mga ngipin sa talim ng lagari ay nalutas nang mabilis at madali. Ang mga espesyal na makinang panggiling ay may mga compact na sukat, medyo mobile at gumagana. Maaari silang iakma para sa paggamit sa home workshop.

Kinakailangan na pumili ng isang makina para sa hasa ng mga bilog para sa isang circular saw, siguraduhing bigyang-pansin ang materyal ng nakasasakit na ginamit. Ang pinakamahusay na mga pagpipilian ay ginawa mula sa:
- silikon karbid (berde);
- elbor na pinahiran ng brilyante na pulbos.
Mahalagang isaalang-alang na ang mga carbide disc ay mahirap i-tool sharpening.


Ang mga variant na may matagumpay na pag-spray, iba pang mga kumplikadong elemento bilang isang patong ay maaari ding maging sanhi ng mga problema sa panahon ng operasyon. Kahit na sa isang makina, magiging mahirap na magarantiya ang matagumpay na hasa.
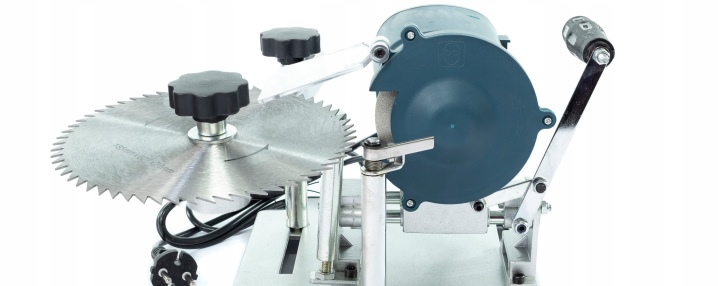
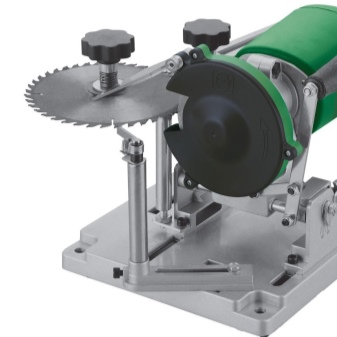
Ang pagtatrabaho sa mga kagamitan sa paggiling ay kasing simple hangga't maaari. Kailangan lamang ng master na ayusin ang inihandang disc sa isang espesyal na suporta na may trangka, pagkatapos ay magsagawa ng ilang mga aksyon.
- 1 ngipin ay minarkahan ng marker o chalk.
- Ang kinakailangang anggulo ay sinusukat kung saan isinasagawa ang pagproseso. Kung walang mga espesyal na kinakailangan, ang isang unibersal na slope ng 15 degrees ay pinili.
- Simulan ang hasa sa pamamagitan ng pag-alis ng 0.05 hanggang 0.15 mm. Tratuhin ang bawat ngipin nang tuluy-tuloy upang makuha nito ang kinakailangang sharpness.
Kapag hinahasa ang mga carbide disc, inirerekomenda namin gumiling ng metal sa harap at likod na ibabaw ng ngipin nang sabay. Sa karaniwang mga bakal at haluang metal, mas kaunting pagsisikap ang maaaring ibigay. Sapat na hasa sa harap lang.

Kapag nagtatrabaho sa isang matagumpay na disc, kailangan mo munang tiyakin na palayain ito mula sa alikabok at dumi. Mahalagang huwag ilantad ito sa mekanikal na stress, para lamang alisin ang mga dayuhang pagsasama. Sa kasong ito, ang mga gumaganang eroplano ng mga ngipin ay pinoproseso nang sunud-sunod. Hindi ka maaaring gumastos ng higit sa 20-25 beses sa isang lugar. Karaniwang inaalis ng makina ang isang mapurol na gilid sa literal na 1 pass. Habang naubos ang disc, papalitan lang ito ng bago.
Para sa isang paglalarawan kung paano patalasin ang isang lagari, tingnan sa ibaba.













Matagumpay na naipadala ang komento.