Clay brick: komposisyon, mga katangian at teknolohiya ng produksyon

Ang paggawa ng mga materyales sa gusali ay medyo isang kaakit-akit at promising na trabaho, dahil ang mga produktong ito ay palaging hinihiling. Ngunit mahalaga na ayusin ang buong proseso ayon sa mahigpit na mga panuntunan sa teknolohiya. Ang pagkakaroon ng hindi bababa sa isang sandali, imposibleng makakuha ng kahit isang ordinaryong brick mula sa luad.
Pagkuha ng mga hilaw na materyales
Ang unang hakbang ay natural ang supply ng mga hilaw na materyales sa mga pasilidad ng produksyon. Ang paghahanap para sa mga deposito ng luad ay isinasagawa gamit ang mga karaniwang pamamaraan ng paggalugad ng geological. Kapag natuklasan ang mga layer, tinatantya ng mga eksperto ang kapal ng mga ito, mga mapagkukunang magagamit para sa produksyon. Kung ang isang desisyon ay ginawa upang gumamit ng isang tiyak na quarry, ang lugar ay na-clear nang maaga (isa pang 1-2 taon). Dapat itong mapalaya mula sa parehong mga halaman at malinaw na hindi kinakailangang mga bato.
Kadalasan ang ibabaw ng lupa ay lumuwag upang mapadali ang kasunod na pagmimina. Sa parehong yugto, ang mga highway ng transportasyon at enerhiya ay humahantong sa karera (sa kawalan ng mga yari na komunikasyon). Ang clay ay nakuha sa pamamagitan ng:
paggamit ng mga excavator;
pagdurog ng bato gamit ang mga pampasabog;
gamit ang medyo maliliit na makina (bulldozer at iba pa).


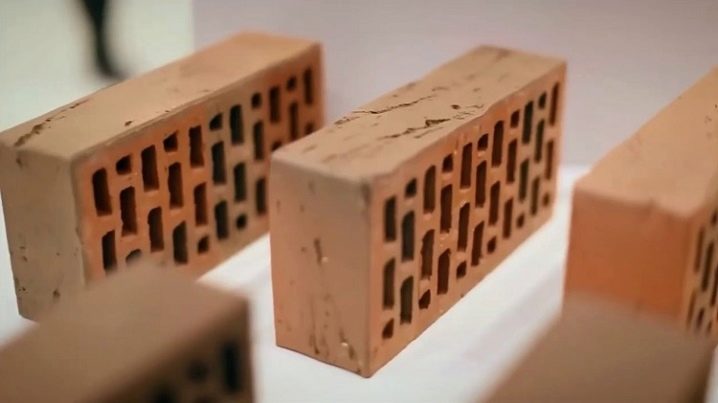
Mga uri ng produkto
Ang paggawa ng iba't ibang uri ng mga brick ay nagpapahiwatig ng mga makabuluhang pagkakaiba sa teknolohiya ng pagmamanupaktura ng produkto, kahit na pinag-uusapan natin ang mga produkto ng parehong laki.
Ang double sand-lime brick ay mas mahusay kaysa sa ceramic sa mga tuntunin ng sound insulation, ngunit ito ay mas mababa dito sa mga tuntunin ng:
malamig na pagtutol;
thermal katatagan ng gusali;
pagsipsip ng kahalumigmigan.
Kasabay nito, ang tradisyonal na pulang ladrilyo ay lumalabas na mas mahal. Ang produksyon nito ay nangangailangan ng mas mamahaling kagamitan at mas tumatagal. Ang intensity ng paggawa ay tumataas din, pati na rin ang pagkonsumo ng enerhiya. Ngunit sa parehong mga kaso, ang hilaw na materyal ay dumadaan sa ilang mga yugto nang magkakasunod. Una, ang isang masa ng luad ay inihanda, na binibigyan ito ng mga kinakailangang katangian.


Pagkatapos ang hilaw ay hinuhubog, tuyo. At pagkatapos lamang dumating ang oras ng pagpapaputok, iyon ay, ang pangunahing teknolohikal na operasyon. Upang gawin ang trabaho nang tama, ang mga clayey na bato na ibinibigay sa pabrika ng ladrilyo ay pinagsunod-sunod alinsunod sa GOST 1975.
Isinasaalang-alang nito ang:
matigas ang ulo katangian;
kapasidad ng sintering;
komposisyon ng mineral;
mga katangian ng plastik;
mekanikal na pagtutol sa tuyong kondisyon.

Ang kemikal na katangian ng mga hilaw na materyales ay nagpapahiwatig ng pagpapasiya ng konsentrasyon:
nalulusaw sa tubig na mga asing-gamot;
aluminyo oksido;
magaspang na mga bahagi;
pinong dispersed fractions;
iron oxide;
titan dioxide;
libreng silica.


Mga tampok ng teknolohikal na proseso
Ang mga hilaw na materyales na luwad na dinala lamang mula sa isang quarry ay napakabihirang angkop para sa paggawa ng mga de-kalidad na produkto. Upang mapabuti ang kalidad ng mga hilaw na materyales, kinakailangan na isailalim ang mga ito sa panahon at klimatiko at mekanisadong pagproseso. Ang unang yugto ay nagsasangkot ng pag-iwan ng pinaghalong luad sa ilalim ng kinokontrol na mga kondisyon para sa 1-2 taon. Ang agwat na ito ay kinakailangan para sa moistening, freezing at defrosting (kung minsan ang proseso ng pagyeyelo at defrosting ay ginagawa ng ilang beses), para sa weathering. Kapag natapos na ang pamamaraang ito, isinasagawa ang machining.
Ibig sabihin:
maingat na naisip na pagbabago sa istraktura ng mga hilaw na materyales;
pagdurog ng luad, mga dayuhang pagsasama sa loob nito;
paglilinis mula sa malalaking labi at dumi;
hinahalo ang luwad hanggang makinis.


Ang teknolohikal na paghahanda ng masa ng luad ay isinasagawa gamit ang iba't ibang mga espesyal na makina. Ang ilan ay lumuwag sa luwad, ang iba ay dinidikdik ito, at ang iba pa ay nabubulok (malinis sa mga bato na may iba't ibang laki). Sa mga pabrika ng laryo, ginagamit din ang mga ball at rotary mill, clay mixer, at propeller mixer. Mayroon ding mga multifunctional production device.
Ngunit ang mga ito ay may kakayahang palitan lamang ang mga indibidwal na pag-install, at hindi ang buong linya ng produksyon.



Paano hinulma ang luwad
Sa karamihan ng mga kaso, ginagamit ang isang plastik na pamamaraan. Pinapayagan ka nitong iproseso ang mga hilaw na materyales ng katamtamang plasticity, ang nilalaman ng kahalumigmigan na umaabot sa 18 hanggang 28%. Para sa layuning ito, ginagamit ang isang screw belt press. Inirerekomenda na gumamit ng mga pagpindot na may kakayahang magpainit ng masa ng luad sa isang vacuum mode.
Ang processing mode na ito ay nagpapataas ng lakas ng hilaw na materyal.

Mayroon ding isang matigas na pamamaraan. Ito ay itinuturing na isang subspecies ng paraan ng pagproseso ng plastik. Ang pamamaraang ito ay inilalapat sa isang medyo magaspang na masa ng luad na may kahalumigmigan na nilalaman ng 13 hanggang 18%. Para sa matigas na pagproseso ng luad, ginagamit ang mga hydraulic press. Maaari ding gamitin ang mga makinang may screw at vacuum chamber. Gamit ang parehong plastik at matibay na paraan ng paggawa ng mga brick, ang unfired mass ay dapat i-cut sa piraso ng mga bloke pagkatapos ng dulo ng paghuhulma.
Ang semi-dry na paraan ng pagkuha ng mga blangko ay medyo bihira. Ginagamit ito kapag kinakailangan upang iproseso ang hindi sapat na mga hilaw na materyales na plastik, ang tinatawag na skinny clay. Ang hilaw na materyal na ito ay may moisture content na 8 hanggang 12%. Ang kabuuang oras ng pagproseso ay nabawasan. Ang tuyo na paraan ng produksyon ay nagsasangkot ng pagbuo ng mga brick mula sa clay powder na may moisture content na 2 hanggang 6%.


Hindi kinakailangan na matuyo ito, mula sa naturang mga hilaw na materyales, maaari kang makakuha ng pinaka siksik na mga produktong seramik.
pagpapatuyo
Sa alinmang paraan, kapag ang mga brick ay nabuo, kadalasan ay oras na upang matuyo ang mga ito. Sa yugtong ito ng pagproseso, ang nilalaman ng kahalumigmigan ay nabawasan sa 5-6%. Kung babalewalain mo ang pangangailangang ito at magpadala ng mas maraming mamasa-masa na produkto sa oven, maaari silang mag-crack at mag-deform pa. Ang modernong dynamic na produksyon ay hindi na kayang bayaran ang pangmatagalang natural na pagpapatuyo. Upang mapabilis ang proseso, ginagamit ang mga chamber o tunnel dryer.
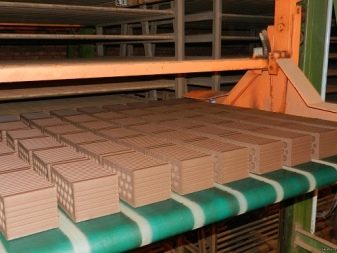

At upang madagdagan ang teknikal at pang-ekonomiyang kahusayan ng produksyon, mas at mas madalas na pumili ng tuluy-tuloy na pag-install.
Ang huling yugto ng pagproseso
Ang kinakailangang temperatura para sa pagpapaputok ng mga brick ay nilikha sa iba't ibang uri ng mga hurno - kadalasang tunnel at ring kiln.
Ang pagpapaputok ay nahahati sa tatlong mas maliliit na yugto:
pag-init ng inihandang clay block;
ang aktwal na epekto ng temperatura;
sistematiko at unti-unting pagbaba ng temperatura.
Sa unang yugto, ang workpiece ay pinainit sa 120 degrees. Ito ay humahantong sa pagsingaw ng kahalumigmigan na nauugnay sa mga pisikal na epekto. Ang produkto ay nagiging mas kaunting plastik. Sa sandaling tumaas ang temperatura sa 600 degrees, ang pagbabagong ito ay hindi na maibabalik. Ang natitirang kahalumigmigan ay sumingaw, at ang luad ay nakakakuha ng isang amorphous na istraktura - sa lalong madaling panahon ang organikong bagay ay masunog.

Sa sandaling ang brick ay pinainit sa 800 degrees, ang mga panlabas na gilid ng mga particle ng workpiece ay matatag na sumunod sa bawat isa. Ito ay nagpapahintulot sa natapos na brick na maging maraming beses na mas malakas. Kapag ang temperatura ay tumaas sa 1000 degrees, oras na para sa pag-urong ng apoy. Ang tapos na produkto ay sintered at nagiging mas siksik. Madaling natutunaw ang mga sangkap, nagiging isang likido, balutin ang hindi pa natutunaw - sa parehong oras, bilang karagdagan sa pagbawas ng lakas ng tunog ng 2-8%, ang mekanikal na lakas ng brick ay tumataas nang bahagya.
Upang malaman kung paano gumawa ng isang ladrilyo mula sa luad gamit ang iyong sariling mga kamay, tingnan ang video sa ibaba.













Matagumpay na naipadala ang komento.