Pangkalahatang-ideya ng tap wrenches

Ang gripo ay parang "reverse die". Hindi ang panlabas na thread (sa makinis na reinforcement o wire) ang pinutol, ngunit ang panloob na thread (sa isang drilled workpiece para sa isang nut, isang blangko). Ang tap holder ay nailalarawan sa pamamagitan ng isang mekanisadong paraan ng aplikasyon (sa isang screwdriver chuck) o manual (isang knob).


Pangkalahatang paglalarawan
Available ang manual tap collar sa mga tuwid at L-shaped na disenyo. Ang mga pangunahing bahagi ng tap holder ay:
- prismatic frame;
- static na hawakan;
- isang naaalis na hawakan na may ratchet na nag-aayos ng pagbabago ng posisyon kapag lumiliko sa isang tiyak na anggulo.
Bilang karagdagang mga bahagi - mga movable pad at isang device para sa kanilang immobilization bilang bahagi ng adjustable tap holder.


Dahil sa standardized na hugis nito sa anyo ng isang parisukat na elemento (ayon sa mga pamantayan ng GOST No. 3266), ang mga may hawak ng gripo sa merkado ng mga tool ay pinag-isa. Ang mga ito ay tugma sa kaliwang kamay at kanang kamay na mga thread at gumagana sa pulgada at panukat na mga cutter. Ayon sa disenyo, ang may hawak para sa gripo ay maaaring may flat o L-shaped holder, na may radial o axial na paggalaw ng pamutol, na may posibilidad na ayusin ang libreng seksyon para sa buntot.

Ang tap holder ay may isa, dalawa o tatlong landing section - alinsunod sa diameter ng sinulid na uka na puputulin. Ang axial movement ay ipinapalagay ang tool end execution at gumagana nang may limitadong libreng access sa cutting area.
Ang may hawak ng dulo ng gripo ay nangangailangan ng higit na pagsisikap kapag naggupit - upang mapadali ang paggawa, ang isang kalansing ay itinayo sa tool, na mapagkakatiwalaang inaayos ang pamutol para sa paglipat ng hawakan.

Mga view
Sa mga tuntunin ng laki (inner diameter) ng sinulid na butas, ayon sa domestic GOST, mga wrenches para sa mga gripo ng mga saklaw na M3-M12, M6-M20, M8-M36, M1-M12, M1-M10, M4-M12, Ang M8-M25 at marami pang iba ay laganap sa merkado ... Kung mas malakas at mas makapal ang knob, mas maraming puwersa ang mailalapat ng master sa gripo. Sa pamamagitan ng disenyo, bilang karagdagan sa mga nabanggit na end tap holder, sa hand cutter market mayroong isang holder para sa isang prism tap, pati na rin ang isang unibersal.


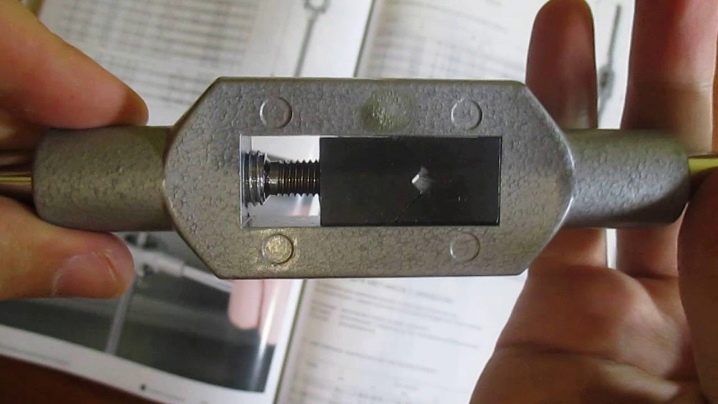
Prismatic tap holder - dalawang overlay sa frame, habang ang isa ay magkasya sa isa, tulad ng mga elemento ng mosaic o puzzle. Ang mga parihabang prism, na nakasara, ay bumubuo ng isang walang tao na hugis parisukat na puwang sa gitna, kung saan ang isang pamutol na may isang shank ng parehong hugis at laki ay ipinasok.
Ito ay katulad ng crank-carriage system sa isang bisikleta: ang pangkabit ng mga pedal sa ehe ng mekanismo ng bushing sa kasong ito ay isang parisukat na puwang kung saan ang baras ng karwahe ay ipinasok (at hinigpitan ng isang nut o bolt).

Ang gripo ay kumikilos sa parehong paraan kapag ito ay naayos sa tap holder. Ang paghihigpit ng shank sa holder ay isinasagawa gamit ang mga adjustable knob bar.
Ang universal tap holder ay ang parehong prismatic sliding auxiliary tool. Para sa magkasanib na trabaho na may isang dulo ng ratchet tap, isang adaptor na nilagyan ng tulad ng isang ratchet ay ibinibigay kasama ang may hawak. Pinapayagan nito ang paggamit ng parehong uri ng mga sulo na naunang tinalakay, na lumalampas sa pagtitiwala ng napiling tanglaw sa uri ng lalagyan ng wrench.


Paano ito gawin sa iyong sarili?
Ang pinakasimpleng holder-knob ay ginawa sa sumusunod na paraan.
- Mag-drill ng butas para sa M10 bolts sa gitna ng isang piraso (halimbawa, 5 cm) ng isang square reinforcing bar na may cross section na, halimbawa, 400 mm2 (ang gilid ng square ay 20 mm).Sa halimbawang ito, ginagamit ang isang left-hand thread tap sa isang M10 nut shank. Ang butas para sa gripo ay na-drill nang eksakto sa gitna (gitna) ng piraso ng baras. Kalahati ba ang lalim ng butas o? ang kapal ng pamalo. Halimbawa, ang isang 20 mm na baras ay idini-drill hanggang 10… 13 mm.
- Gumamit ng isa pang tapikin upang putulin ang mga thread sa gitnang butas na ito. Inirerekomenda na i-cut ang kaliwa - ang kanan ay makagambala sa pagtatrabaho sa tulad ng isang wrench, ang pamutol ay i-unscrew kapag pinutol ang mga blangko. I-screw sa gripo, tiyaking "nakaupo" ito doon nang ligtas.
- Sa mga dulo ng isang piraso ng isang baras, mag-drill ng parehong mga butas para sa mga crossbars ng knob, halimbawa, hanggang sa 1 ... 1.5 cm ang lalim. Gupitin ang isang katulad na thread sa kanila.
- I-screw ang mga haba ng mga stud sa mga butas sa gilid. Halimbawa, ang haba ng bawat isa ay 10 cm Ilagay sa kanila - para sa kaginhawahan ng trabaho - heat-shrinkable tubes o isang piraso ng ordinaryong manipis na hose.

Tip: Mahigpit na sumunod sa squareness kapag pagbabarena. Ang isang skew ng hindi bababa sa isang degree sa magkabilang panig ay magdudulot ng abala sa panahon ng operasyon at mag-aambag sa mas matinding pagkasuot sa parehong sulo at sa may hawak. Inirerekomenda na ang lahat ng trabaho sa pagbabarena ay isagawa sa isang drilling machine, kung saan ang squareness (perpendicularity) ng drill stroke ay nakatakda na sa pabrika.
Kung ang base ng holder ay gawa sa steel grade, na ginagamit para sa paggawa ng construction fittings A400-A500, pagkatapos ay pagkatapos ng pagputol at pagsubok ng holder, maaari itong tumigas sa machine oil - tulad ng hardening homemade na kutsilyo, saws at axes. Ang pinatigas na bakal ay maraming beses na mas lumalaban sa pagsusuot kaysa sa hindi pinatigas na bakal. Ang pag-tempera sa knob ay gagawing matibay ang kabit. Bilang kahalili, inirerekomenda na kumuha ng ilang tool steel - halimbawa, gumamit ng sirang malaking wrench o pliers bilang blangko para sa wrench. Ang pagbabarena at paglalagari ng base ng kwelyo ay isinasagawa gamit ang isang drill at isang disc na pinahiran ng brilyante.


Ang paggawa ng isang prismatic holder ay medyo mas kumplikado. Ang mga kalahati ng mga clamping plate, na hinihimok ng mga wrenches, ay pinatalas sa isang milling machine, na lubos na mapadali ang pagproseso ng wrench gamit ang isang CNC machine. Ang paggamit ng laser at milling cutting ay humigit-kumulang pareho - ang katumpakan ng mga CNC device ay ginagawang madali upang kopyahin ang isang malaking bilang ng mga magkatulad na bahagi. Ang mga kalahating pagpindot sa gripo ay gawa sa isang makapal na pader na plato (10-20 mm) ng sheet na bakal.


Dagdag pa, ang mga halves ay inilalagay sa isang frame na hinangin mula sa isang U-profile, kung saan ang mga butas ay drilled para sa mga manu-manong halves ng pihitan. Ngunit ang mga halves ay maaaring konektado nang walang isang frame - ang parehong sinulid na mga rod ng wrench ay magbibigay ito ng pinaka-matatag na posisyon, salamat sa kung saan ang tap shank ay naka-clamp nang lubusan. Ang mga halves ng clamp ay drilled counter-coaxially: ang screwed-in na mga pin, na kinukuha ng master kapag sinulid sa mga workpiece, dumaan sa unang kalahating prisma - mula sa isang gilid - at kalahati ay pumasok sa pangalawa.
Ang non-ratchet na mekanismo ay mas madaling gawin, dahil ang ratchet ay mangangailangan din ng bahagi kung saan naka-install ang isa o dalawang ball bearings. Tulad ng ipinapakita ng kasanayan, ang pangunahing bagay ay upang matiyak ang kakayahang magamit at tibay ng holder knob sa loob ng maraming taon. Ang sopistikadong disenyo ng tindig ay isang solusyon para sa mga manggagawa na nakapasa sa unang antas ng karanasan sa paggawa ng mga gamit sa kamay nang mag-isa sa isang garahe.














Matagumpay na naipadala ang komento.