Lahat ng Kailangan Mong Malaman Tungkol sa Mga May-hawak ng Tap
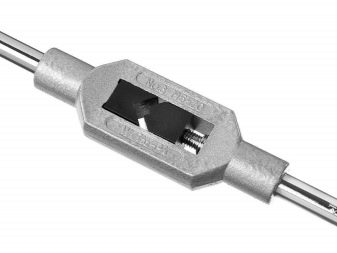
Para sa mga connoisseurs ng iba't ibang uri ng mga tool at sa mga nag-aayos ng mga personal na workshop, lahat ng dapat malaman tungkol sa mga may hawak ng gripo ay napakahalaga. Kapansin-pansin ang universal tap holder na may at walang ratchet, mga modelong M3-M12, M6-M20 at iba pang laki. Kapaki-pakinabang din na malaman kung paano gawin ito sa iyong sarili.


Pangkalahatang paglalarawan
Mayroong maraming mga hand tool na magagamit. Ngunit kahit na laban sa pangkalahatang background, ang may hawak ng gripo ay namumukod-tangi. Ang device na ito ay idinisenyo upang ikabit ang buntot ng gripo, nang sa gayon ay maputol mo nang maayos ang mga sinulid. Ang threading block ay naka-mount lamang sa holding unit. Kasunod nito, ito ay naka-set sa paggalaw (umiikot).

Sa kasong ito, ang threading ay medyo madali at tiwala. Kadalasan, ang tool na ito ay kabilang sa unibersal na kategorya. Ang aparato ay angkop para sa manu-manong gawain sa pagkakalibrate (kasama ang paglikha ng mga panloob na mga thread). Kung walang ganoong elemento ng auxiliary, napakahirap gawin ang kinakailangang pagsisikap at sa parehong oras ay hindi makagambala sa anumang bagay. Ginagarantiyahan ng mga tap holder ang makinis, nang walang kaunting pagbaluktot, pag-twist ng parehong mga gripo, pinapanatili ito sa isang normal na posisyon na may paggalang sa axial plane.

Ang isang factory tap holder ay karaniwang mas mahusay kaysa sa isang self-made na katulad. Mayroong iba't ibang uri ng mga nuances sa disenyo nito. Gayunpaman, ang pangkalahatang pamantayan ng mga bahagi ay naisagawa nang may kumpiyansa, at ang kanilang higit pa o hindi gaanong karaniwang komposisyon ay matatagpuan sa anumang produkto. Pinag-uusapan natin ang:
-
nakapirming hawakan;
-
gumagalaw na rusks;
-
mga frame sa anyo ng isang prisma;
-
maaaring iurong mga hawakan, kung minsan ay kinukumpleto ng isang kalansing;
-
goujons (mga bloke na nagbibigay-daan upang ayusin ang mga crackers).

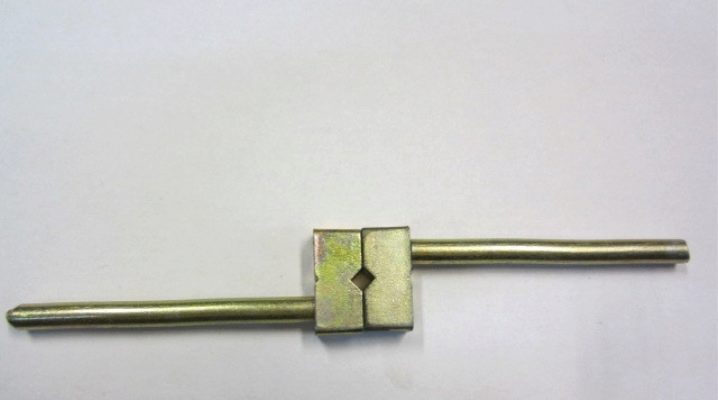
Ang karaniwang geometric na hugis ng tap holder ay isang parisukat. Ang laki ng tap shank ay tinukoy sa GOST 3266 mula 1981. Sa pormal, gayunpaman, ang pamantayang ito ay tumutukoy sa mga gripo mismo - ngunit ito ay lubos na lohikal na iugnay ito sa mga may hawak na aparato. Minsan may 2 o 3 bulsa ang mga tap holder para sa iba't ibang opsyon sa tool, ngunit mayroon ding mga modelong may 1 socket.

Ano sila?
Sa pamamagitan ng anyo
Ang mga geometric na tampok ng mga may hawak ng gripo ay ginagawang posible na makilala sa pagitan ng mga flat at angular na modelo. Ang karaniwang istraktura na inilarawan sa itaas ay nalalapat sa mga modelo ng radial rotation. End T-shaped na mga aparato ay nakikilala sa pamamagitan ng ang katunayan na kapag ang pagtaas ng lalim ng thread, higit pa at mas maraming puwersa ang dapat ilapat. Ang lahat ng naturang mga fixture ay ginawa bilang default na may ratchet, na ginagarantiyahan ang isang matatag na posisyon ng tap holder kapag muling iposisyon ang mga rotary handle; ang solusyon na ito ay angkop para sa pagtatrabaho sa mga nakakulong na espasyo.


Sa direksyon ng pag-ikot ng gripo
Ito ay hindi isang tanong ng radial o axial na paggalaw ng gumaganang bahagi ng tap holder sa panahon ng operasyon. Ang mga gripo mismo ay maaaring ilipat sa clockwise. Ang kanilang pangunahing tampok ay ang pagtaas ng mga thread mula sa kaliwa hanggang sa kanang direksyon. Kung ito ay gumagalaw sa kabaligtaran na direksyon, ang twist ay dapat pumunta sa counterclockwise. Dito, gayunpaman, ang gradasyon ng mga ginawang may hawak ng gripo ay malayong maubos.

Sa ilang mga kaso, mahalaga na mapanatili ang isang matatag na metalikang kuwintas. Para sa layuning ito, ang mga tared-type na manual crank ay angkop na angkop. Walang magiging problema kahit na sa maling pagpili ng cross-section ng mga butas o ang pagproseso ng mga partikular na matitigas na bahagi. Madudulas lang ang tool at ang gripo ay masisigurong mapagkakatiwalaan laban sa pinsala.Kasama sa komposisyon ng naka-calibrate na aparato ang isang katawan.

Ang pabahay na ito ay may through passage para sa paglakip ng mga hawakan. Ang mga hawakan mismo ay hubog. Ang mga medium-carbon na bakal o bakal na puspos ng malaking halaga ng carbon ay inilabas para sa kanilang paggawa. Ang manggas ng presyon ay nagagalaw. Ang isang parisukat na pagbubukas para sa shank ay inilalagay sa isa sa mga dulo nito.
Nagbibigay din ng return spring. Nag-aayos ito sa isang mahigpit na tinukoy na metalikang kuwintas. Ang mga crackers ay nahahati sa 2 o 4 na elemento. Ang pangalawang uri ay nailalarawan sa pamamagitan ng pagtaas ng pag-andar at kadalian ng pagpapasadya. Dahil ang mga bahagi ng crackers ay inilipat nang sunud-sunod, ang lahat ng mga mukha ng parisukat ay magbabago sa parehong paraan.

Ang katumpakan ng trabaho ay naiimpluwensyahan ng proporsyon sa pagitan ng seksyon ng tool at ang haba ng upuan. Ang mga flat widened wrenches ay hindi nagpapahintulot ng maingat na pagsunod sa direksyon. Partikular na mga tool na may katumpakan ay ginawa mula sa mga tumigas na bakal na kasangkapan. Kung gaano kahusay na-calibrate ang spring ay maaari ding maging kritikal. Kung ito ay masyadong makapal, ang metalikang kuwintas ay overestimated, at kapag pagnipis, ito ay magtatagal upang putulin ang sinulid, na inilalantad ang tool sa matinding pagkasira.

Ang isang universal tap holder ay isa na idinisenyo upang putulin ang anumang thread. Karaniwan, ito ay gumagalaw sa isang bilog. Ang pamantayan ng estado ay nagbibigay para sa paggamit ng partikular na malakas na tool steel sa isang unibersal na kabit. Ang isang substandard na apparatus ay maaaring gawa sa mababang metal. Kasama ng mga manu-manong modelo, mayroon ding mga modelo para sa isang lathe.

Ang ganitong mga aparato ay ginawa ng maraming mga kumpanya. Sa ilang mga kaso, mas tama na gumamit ng mga modelo na may limitasyon sa metalikang kuwintas. Ang isang pares ng mating cam ay ipinasok sa katawan at manggas. Bago simulan ang threading, dapat itakda ang halaga ng pag-alis ng metal. Kapag nalampasan ang itinakdang halaga, ang mga cam ay hihinto sa pakikipag-ugnayan at magsisimula ang pagdulas.
Ang mga may hawak ng ratchet na nabanggit na sa itaas ay maaari ding gawin sa uri ng collet. Ang mga naturang produkto ay angkop para sa pagbuo ng malalim na mga thread sa maliliit na bahagi. Ang reversing apparatus ay mabuti dahil binibigyang-daan ka nitong mag-back up ng kaunti at pinuhin ang maliliit na pagkukulang, upang muling dumaan sa isang lugar na natrabaho na.

Ang reinforced holding unit ay angkop para sa partikular na masipag na trabaho. Hindi siya madalas na masira nang ganoon lamang at gumagana nang napakahusay.
Mga sukat (i-edit)
Ang mga tap holder na M3-M12 ay may mga sukat mula 3 hanggang 12 mm, ayon sa pagkakabanggit. Ito ay gawa sa structural steel. At ang mga karaniwang saklaw ay magiging:
-
M6-M20;
-
M6-M24;
-
M8-M24;
-
M8-M27.

Paano ito gamitin ng tama?
Ang mga factory-made holding device ay may naaalis na takip. Ang mekanismo para sa pagsasaayos ng parisukat ay nakatago sa ilalim nito. Ang pagpapatakbo gamit ang isang espesyal na tornilyo, ang lalim ng lokasyon ng mga crackers ay binago. Ang tornilyo ay may mga notches sa ibabaw upang maalis ang mga error. Tulad ng nabanggit, ang halaga ng metal na inalis ay kritikal.
Ang tagapagpahiwatig na ito ay nakasalalay sa hina ng materyal. Ang cast iron ay mas marupok - at para dito, ang mga naturang allowance ay nabawasan. Ang paglabag sa panuntunang ito ay nagbabanta sa labis na pagkasira at pagkasira ng tool sa isang bersyon, at sa isa pang pag-unlad ng mga kaganapan - ang pagkasira ng bahagi mismo o ang bahagyang pagpapapangit nito.

Gamit ang tamang setting, ang cam engagement ay mawawala sa oras. Bilang resulta, huminto sa paggana ang device sa eksaktong tamang sandali.
Paano ito gawin sa iyong sarili?
Sa ilang mga kaso, ang isang kasangkapang gawa sa bahay ay hindi pa rin masyadong masama. At para sa mga pribadong pangangailangan, ito ay gumagana nang lubos. Bilang karagdagan sa nut, kakailanganin mo ng bolts o studs para dito. Ang laki ng mga bahagi ay dapat na proporsyonal, kung hindi man ay hindi maaaring pag-usapan ang anumang normal na gawain. Ang mga butas sa nut (manggas) ay nakuha gamit ang mga metal drill.
Ang kinakailangang laki ng drill ay tinatantya gamit ang isang vernier caliper. Pagkatapos ay markahan ang gitnang bahagi ng mga sipi gamit ang center punch.Kapag ang pagmamarka ay tapos na, ang workpiece ay naayos na may isang bisyo at mga butas ay drilled. Pagkatapos ay kumuha sila ng isang gripo ng isang angkop na sukat at pahabain ang mga grooves sa loob ng coupling nut kasama nito.

Ang isang wrench ay maaaring gamitin upang panatilihing matatag sa lugar ang cutting tool.
Ang mga bolts ay hinihigpitan sa magkabilang panig. Mayroong ilang higit pang mga nuances na nagbibigay-daan sa iyo upang ilakip ang mga gripo sa wrench nang mas mahusay. Inirerekomenda na higpitan ang mga bolts nang mahigpit hangga't maaari. Kasabay nito, ang aparato sa pagmamarka ay dapat manatiling malinaw sa patayong eroplano. Ang isa pang pagpipilian ay ang pag-install ng isang pares ng locknuts, na humihigpit kapag nag-i-install ng gripo; ang isang open-end na wrench ay makakatulong upang gawin ito.


Pinapabuti ng ilang manggagawa ang pagpapanatili ng mga shanks sa pamamagitan ng paggamit ng fluted bolts. Inihanda ang mga ito gamit ang isang gilingan ng anggulo. Sa isang maliit na halaga ng trabaho, nakakatulong din ang isang file ng sambahayan; ang anggulo ng mga grooves ay dapat sa anumang kaso ay 90 degrees. Ang mga sinulid na projection sa bolts ay madaling matakpan ng rubber tubing o heat shrink tubing, na nagpapataas ng kadalian ng paggamit ng tool. Ang matalim na gilid ng mga ulo ay bilugan; kung walang emery machine, ang gayong pagmamanipula ay isinasagawa sa isang simpleng gilingan.

Ang isang alternatibong solusyon ay nagsasangkot ng pagputol ng isang pares ng magkaparehong mga segment mula sa steel square. Ang kanilang haba ay 7-8 cm. Pagkatapos ang isang workpiece ay inilalagay sa ibabaw ng isa pa, na nag-iiwan ng ilang magkakapatong. Ang pag-aayos ay ginagawa gamit ang tape o masking tape. Ang isang pares ng mga butas ay drilled sa mga blangko.
Ang mga channel ay nangangailangan ng threading. Dagdag pa, ang docking ay isinasagawa nang mahigpit (na may mga bolts). Ang isa pang sipi ay inihahanda sa gitna. Ang semi-tapos na produkto ay binuwag muli at binago gamit ang isang tatsulok na file.

Upang ipasok ang gripo, kailangan mo munang i-unscrew ang mga bolts, at pagkatapos ay ayusin muli ang mga ito gaya ng inaasahan.
Paano gumawa ng tap holder gamit ang iyong sariling mga kamay, tingnan ang video.













Matagumpay na naipadala ang komento.