Paano iproseso ang plexiglass?

Ang mga tanong tungkol sa kung paano iproseso ang plexiglass, kung paano i-drill ito sa bahay ay karaniwan. Ang pagtatrabaho sa plexiglass sa mga CNC machine ay may sariling mga subtleties. Ang isang hiwalay na paksa ay kung paano iproseso ang naturang butas bilang karagdagan. Ang lahat ng ito ay magpapahintulot sa kahit na mga baguhan na manggagawa na maiwasan ang maraming pagkakamali.

Mga uri ng pagproseso
Bago magsalita tungkol sa kung paano eksaktong maaari mong iproseso ang organikong baso sa bahay, kailangan mong malaman ang tungkol sa mga pangunahing uri ng naturang mga proseso. Kung pinag-uusapan natin, sa pangkalahatan, ang lahat ng posibleng mga pagpipilian, kung gayon ang listahan ay ang mga sumusunod:
- pagputol;
- paggiling;
- paggiling;
- pagpoproseso ng plexiglass gamit ang pumice;
- panlililak;
- pagkuha ng isang fold;
- paggawa ng turn.



Ang isang katulad na materyal, anuman ang partikular na uri (nalalapat din ito sa acrylic glass, siyempre, at gawa sa polyvinyl chloride), ay kinikilala bilang isang uri ng thermoplastic na plastik. Kapag tumaas ang temperatura, kahit hanggang 150 degrees lamang, hindi maiiwasang tumaas ang panganib ng mga deformation. Samakatuwid, ang pagbabarena sa organikong salamin ay itinuturing na isang mas kumplikadong operasyon kaysa sa buli, paggiling o pagputol sa laki. Upang maayos na mag-drill ng isang butas sa parehong CNC at sa pamamagitan ng kamay, ito ay kinakailangan upang maingat na piliin ang drill upang tumugma sa laki.
Ang pansin ay dapat bayaran sa tatak ng aparato ng pagbabarena.

Sa anumang kaso, dapat itong isipin na ang organikong baso, kumpara sa maginoo na salamin:
- dalawang beses bilang liwanag;
- mas malakas;
- nagtitiis ng mga suntok nang mas matatag;
- mahusay na pinoprotektahan laban sa pagkalat ng init;
- mas transparent.
Bilang default, ang acrylic ay natatakpan ng isang insulating film. Hindi dapat nilalabag. Kapag nagtatrabaho sa materyal na ito, kinakailangan na patuloy na subaybayan na hindi ito uminit nang labis, na nakamit sa pamamagitan ng pagpili ng tool at ang mode ng pagkilos. Ang lahat ng mga tool ay dapat ilipat nang maingat hangga't maaari. Anumang biglaang paggalaw ay maaaring masira ang pinong produkto.


Mga panuntunan sa trabaho
Ang plexiglas ay maaaring putulin kahit na sa elementarya na improvised na paraan. Ang isang banal na metal saw ay angkop din. Sa mga kondisyong pang-industriya, kahit na ang mga espesyal na laser ay minsan ginagamit. Ngunit sa karamihan ng mga kaso, sinusubukan pa rin nilang makahanap ng ilang uri ng kompromiso sa pagitan ng pagiging perpekto ng instrumento at ang gastos nito. Samakatuwid, sa pagsasagawa ay karaniwang kinakailangan na gumamit ng mga circular saws, band saws at cutter. Maipapayo na magtrabaho kasama ang isang band saw kung saan hindi kinakailangan ang isang malinaw na tuwid na hiwa (iyon ay, kapag tumatanggap ng mga paunang blangko para sa paghubog).
Ang bilis ng twisting ng mekanismo ng sinturon ay 700-800 m bawat minuto. Kung kinakailangan ang isang malinaw, makinis na tabas, ipinapayong gumamit ng mga pamutol. Gamit ang mga circular saws, ang mga tumpak na tuwid na hiwa ay ginawa. Ang linya ng puntos ay magiging napakalinaw.
Ang cast acrylic ay pinapayuhan na lagari na may carbide-hardened na ngipin; pinakamainam na bilis ng pag-ikot mula 800 hanggang 1200 m kada minuto.


Sa mga kondisyong pang-industriya, mas mahusay na iproseso ang plexiglass sa high-speed na kagamitan. Ang mas mabilis na pagbawas at mababang rate ng feed ay gumagawa ng mahusay na mga gilidsa. Ang seksyon ng mga disc ay 25 cm. Ang mga disc mismo ay ginawa mula sa mga high-speed na haluang metal. Maaari ding gamitin ang ordinaryong ferrous metal, ngunit may hardening na may mga bahagi ng carbide.
Ang pagputol ng laser ay mas tumpak kaysa sa paggamit ng mga power tool. Mababawasan ang basura sa panahon ng naturang gawain. Ngunit sa kasong ito, ang boltahe sa loob ng produkto ay tumataas. Ang pagbubuklod ng gayong mga ibabaw ay lubhang mapanganib.
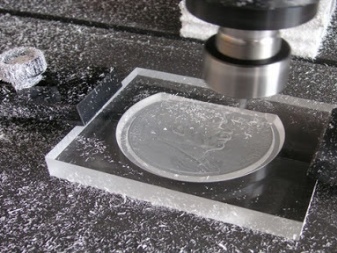
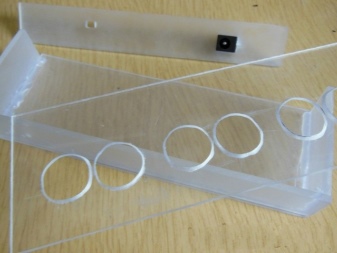
Maaari kang mag-drill ng plexiglass gamit ang isang fixed o movable drilling machine. Ang drill ay dapat gawin ng mataas na bilis ng haluang metal. Ito ay dinisenyo para sa maximum na pagganap. Ang mas malalim na drill ay drilled, mas madalas ang drill ay kailangang iangat. Papayagan nito ang mga chips na mabunot at sa parehong oras bawasan ang pag-init ng materyal. Ang paglamig ng mga cutting attachment gamit ang mga espesyal na likido o naka-compress na hangin ay nakakatulong upang mabawasan ang mga mapanganib na panloob na stress.


Para sa pag-ukit, sa karamihan ng mga kaso, ginagamit ang mga ripper, na inilalagay sa mga pantograp. Ang mga ripper mismo ay nilagyan ng maliliit na pamutol ng iba't ibang mga profile.
Sa mahihirap na kaso, ginagamit ang kagamitan sa pagputol ng laser. Upang gawing mas mahusay ang ukit, ang lalim ng beam ay limitado.
Ang paggiling ng magaspang o deformed plexiglass ay maaaring gawin gamit ang basang emery na pinahiran ng pinong mga butil ng corundum. Kapag natapos na ang magaspang na paggiling, ang ibabaw ay ginagamot ng mga pinaghalong buli tulad ng VIAM, crocus. Ang gawain ay isinasagawa nang manu-mano o sa mga kagamitan sa buli. Ang mga gupit na gilid at matt na ibabaw ay mekanikal na pinakintab nang walang problema sa paggamit ng mga pamutol ng brilyante. Sa mga hubog na hiwa at sa iba pang mahihirap na kaso, ang mataas na temperatura na buli ng apoy ay isinasagawa. Kailangan mong magtrabaho nang maingat hangga't maaari, maingat na linisin ang ginagamot na layer; ang stress ay pinipigilan ng pagsusubo, na nagpapadali sa pagdikit o paglamlam.
Ang plexiglas ay dapat na hulmahin sa tatlong yugto:
- pag-init;
- ang aktwal na paghubog;
- pag-alis ng init at paglamig.


Mga Kapaki-pakinabang na Tip
Maaaring idikit ang extruded organic glass gamit ang:
- pandikit ng pelikula;
- polymerizable na pandikit;
- epoxy, polyester adhesives.
Ang isang curvilinear cut ay ginawa gamit ang isang nichrome thread o isang hot spring. Tulad ng para sa pag-on, ang pinaka-praktikal na opsyon ay ang parehong mode tulad ng para sa high-speed na pagproseso ng matigas na kahoy. Ang mga chips ay mapagpasyahan para sa paghusga sa kalidad ng trabaho.

Kapag ang pagbabarena, ang anggulo ng dulo ng drill ay dapat na maximum na 60 degrees para sa manipis na mga sheet, at 70-90 degrees para sa makapal na workpieces.
Mas mainam na yumuko ang plexiglass pagkatapos ng masusing pagpainit sa kinakailangang lugar; Ito ay nakamit sa tulong ng isang panghinang na bakal, isang construction hair dryer, at sa kanilang kawalan - sa tulong ng isang mainit na metal tube.
Mga ideal na drills:
- magkaroon ng isang uka na may pagtaas ng anggulo ng 17 degrees;
- pinatalas sa harap na sulok ng 3-8 degrees;
- hasa sa likod na anggulo ng 0-4 degrees.
Ang tapered drill ay gagawa ng tapered hole. Ang stepped tool ay tutulong sa boring ng cylindrical channels. Ang isang milling drill ay kinuha upang makagawa ng isang pinahabang butas.



Mahalaga: anuman ang uri, ang tip ay dapat nasa perpektong kondisyon. Kinakailangan na simulan ang pagbabarena sa pinakamababang bilis, pagkatapos, kapag lumitaw ang isang bingaw, pumunta sila sa katamtamang bilis.
Sa huling ikatlong bahagi lamang ng materyal ay makatuwirang mag-drill sa lalong madaling panahon.... Ngunit kahit na pagkatapos ay hindi namin dapat kalimutan na pana-panahong i-drop ang bilis sa isang minimum. Ang pagkakaroon ng nahanap na mga burr, i-drill ang mga ito gamit ang isang mineral na bato drill sa pinakamababang bilis.
Mahalaga: maaari kang mag-drill ng plexiglass na may drill, ngunit hindi ka maaaring gumamit ng drill-screwdriver. Ang mga butas na mas mahaba sa 10 mm at mas malawak sa 7 mm ay inirerekomenda na i-machine sa mga nakatigil na makina na may pag-aalis ng init ng tubig.
Paano i-cut ang plexiglass, tingnan ang video.













Matagumpay na naipadala ang komento.