Lahat Tungkol sa Argon Welding Wire

Ang pag-alam sa lahat ng bagay tungkol sa wire para sa argon welding ay ang parehong ipinag-uutos na sandali para sa anumang welder, pati na rin ang kakayahang pumili ng mga electrodes, mga uri at katangian ng kasalukuyang. Ang pagpili ng wire na ito ay hindi rin kasingdali ng tila. At ang aplikasyon nito ay maaaring magbanta ng maraming mga pitfalls kung hindi ito gagawin nang tama.

Mga kakaiba
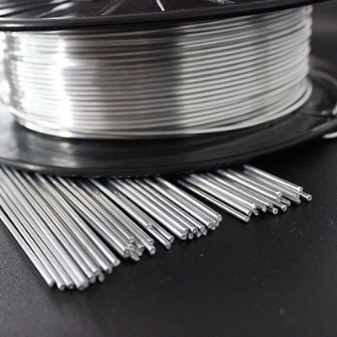
Ang pangunahing tampok ng isang argon welding wire ay ang hitsura nito. Sa karamihan ng mga kaso, ang mga sangkap na ito ay mga metal rod na pinaikot sa bobbins. Kailangan mong ipasok ang mga naturang bobbins sa mekanismo ng feed. Ang papasok na wire mismo ay maaaring magkaroon ng solid o guwang na istraktura. Mayroon ding mga produktong may splashes. Ang additive na materyal ay dapat na eksaktong kapareho ng materyal ng workpiece.
Ang lahat ng mga pagtatangka na labagin ang panuntunang ito ay hindi humahantong sa anumang mabuti. Ang pagpapadala ng reel ay maginhawa para sa pang-industriya na paggamit. Sa manu-manong mode, ang kawad ay pinapakain sa lugar ng pagtatrabaho pangunahin para sa gawaing handicraft. Sa pangkalahatan, ang teknolohiya ay hindi nagpapataw ng anumang iba pang mga espesyal na kinakailangan.


Mga view
Ang solid wire ay gawa sa purong metal. Ang komposisyon ng naturang mga aparato ay hindi maaaring maglaman ng anumang mga impurities; ang mga additives ay hindi rin dapat gamitin. Sa kabila ng kanilang pagiging simple, ang mga uri ng wire na ito ay pinakamalawak na ginagamit ng mga welder. Sila ang pangunahing kinuha para sa hinang sa isang kapaligiran ng gas. Ang flux-cored wire ay halos hindi angkop para sa argon welding, dahil ito ay partikular na nilayon upang palitan ang panlabas na gas shielding na may mga sangkap na inilabas sa panahon ng pagtunaw ng pulbos.
Ang pinaka-kawili-wili ay ang naka-activate na item. Pinagsasama nito ang mga pakinabang ng solid at powder solution nang wala ang kanilang mga disadvantages. Nalalapat din ang mga pagkakaiba sa uri ng mga materyales na hinangin. Ang Filler wire para sa pagproseso ng argon-arc ng ferrous metal ay isa sa mga pinakakaraniwang opsyon. Ang pangunahing pamamahagi ay ang mga sumusunod:
- Ang flux-cored wire ay pilit na ginagamit para sa pagmamanipula ng mga carbon steel na sa kalaunan ay pinainit (bagaman ito ay karaniwang hindi ang pinakamahusay na pagpipilian);
- kinakailangan ang aluminyo upang gumana sa aluminyo (maaaring naglalaman ito ng mangganeso, silikon, magnesiyo at iba pang mga pagsasama);
- hindi kinakalawang na welding wire - ginagamit sa trabaho na may bakal na haluang metal na may kromo o nikel;
- tanso-tubog (pangunahing ginagamit kapag hinang mabigat alloyed o moderately alloyed workpieces);
- plain steel (mas mainam para sa trabaho na may lightly alloyed metal).



Ang hindi kinakalawang na kawad ay aktibong ginagamit sa pagwelding ng bakal na naglalaman ng chromium o nickel. Ang output ay dapat na isang napakataas na kalidad na tahi.
Ang hitsura ng mga bitak ay halos hindi kasama, pati na rin ang paglitaw ng mga proseso ng kaagnasan. Kapag gumagamit ng hindi kinakalawang na kawad, ang dami ng spatter ay pinaliit. Ang arko ay gagana nang napaka-aktibo at matatag, at ang buhay ng serbisyo ng tahi ay tataas nang malaki.
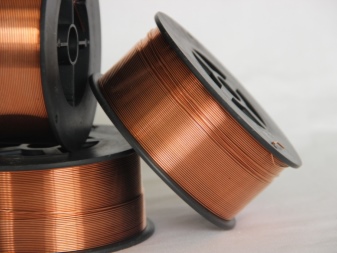
Ang copper-plated wire ay may parehong positibong katangian tulad ng stainless variety nito. Bilang karagdagan, nakakatulong din itong makatipid ng mga handpiece, anuman ang ginamit na welding machine. Ang supply ng copper-plated wire ay karaniwang nangangahulugan ng paikot-ikot ito sa isang plastic cassette. Ang mga karaniwang kapal ay mula 0.6 hanggang 1 mm. Pinapadali ng copper-plated wire (halimbawa, SV-08G2S) ang pag-restart ng welding arc at tumutulong na patatagin ang pagkasunog nito sa anumang mode. Ang alternatibong produkto ng ESAB ay idinisenyo upang gumana sa:
- kasangkapang bakal;
- bakal na haluang metal na ginagamit sa paggawa ng barko;
- naselyohang metal;
- aluminyo;
- cast iron.

Ang plain steel wire para sa argon welding ay naaangkop sa halos anumang lugar ng pang-industriyang produksyon. Ang consumable na ito ay inuri ayon sa isang malaking bilang ng mga indicator. Ang isang napakahalagang papel, kasama ang seksyon, ay ang mekanikal na lakas ng materyal. Ang eksaktong komposisyon ng kemikal nito ay mahalaga din - gaya ng dati, mas malapit sa workpiece, mas mahusay at mas mahusay ang trabaho. Tanging wire na may markang abbreviation na "Sv" ang maaaring gamitin, ang mga cross-section nito ay mula 0.03 hanggang 1.2 cm.
Ang materyal na aluminyo ay hinihiling kapag humahawak ng mga aluminyo na haluang metal, kung saan ang proporsyon ng silikon ay limitado sa 3%. Ang paglilimita sa nilalaman ng tanso sa kasong ito ay mula 3 hanggang 5%. Katulad na filler material:
- ginagarantiyahan ang pagtaas ng lakas;
- nagbibigay ng parehong kulay bilang ang mga blangko sa kanilang sarili;
- ay hindi mababa sa corrosion resistance sa mga istrukturang aluminyo.
Ang mga additives ng aluminyo ay hinihiling sa paggawa ng mga sasakyan, ilog at mga sisidlan ng dagat. Ang ganitong kawad ay ginagamit nang napakalaking kapag hinang ang mga istraktura na nakikipag-ugnay sa tubig. Ngunit mahalagang maunawaan na ang purong aluminyo ay hindi ginagamit sa pagsasanay, ito ay palaging halo-halong may iba pang mga sangkap - kung hindi man, hindi maibibigay ang sapat na lakas.
Ang sandaling ito ay karaniwan din para sa mga consumable na hinang. Gayunpaman, ang bahagi ng mga additives doon ay hindi hihigit sa 1%.



Pagpipilian
Ang pangunahing punto ay ang mga manipulasyon na isinasagawa. Ang wire na dinisenyo para sa argon welding mismo ay hindi angkop para sa pagputol (at kabaliktaran). Ang pansin ay dapat bayaran sa diameter ng mga produkto. Ito ay medyo natural na ang mas makapal na metal, mas malaki ang dapat na additive. Sa karamihan ng mga kaso, pinili ang isang wire na may cross section na 3 mm.
Ito ay nagkakahalaga na tandaan na ang mga espesyal na sangkap na nagpapahusay ay maaaring naroroon sa welding wire. Ang mga teknikal na katangian ng produkto ay nakasalalay sa kanilang dami at proporsyon. Ito rin ay nagkakahalaga ng pagbibigay pansin sa pagmamarka ng wire. Pagkatapos ng mga titik na "Sv" mayroong isang numero na sumasalamin sa konsentrasyon ng carbon. Dagdag pa, ang mga karagdagang metal ay ipinahiwatig kung ang konsentrasyon ng metal ay 0.99% o mas mababa.



Mga tagubilin para sa paggamit
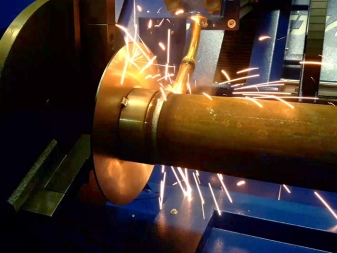
Ang welding wire ay maaaring gamitin sa awtomatiko o semi-awtomatikong mode. Ang supply ng argon ay dapat na mahigpit na kasabay ng supply ng additive. Kakailanganin mo ring gumamit ng isang espesyal na burner. Ang paggamit ng direktang kasalukuyang may direktang polariseysyon ay ipinapalagay. Ang operasyon sa alternating current ay nagpapahiwatig ng paggamit ng isang oscillator, ngunit sa pagsasagawa, ang ganitong uri ng pagmamanipula ay ipinapakita lamang kapag nagtatrabaho sa maliliit na manipis na pader na tubo.
Ang manu-manong argon welding ay ginagawa din kung minsan. Hawak ng operator ang sulo gamit ang isang kamay at ang wire sa kabilang kamay. Ang huli ay pinapakain sa lugar ng pagtatrabaho nang maayos hangga't maaari. Ang pamamaraang ito ay nangangailangan ng isang matatag, malakas na kamay at isang matatag na mata.
At kahit na sa ilalim ng gayong mga kondisyon, imposibleng magtrabaho nang mahabang panahon at matatag, samakatuwid ito ay lubos na kanais-nais na gumamit ng hindi bababa sa isang semiautomatic na aparato.














Matagumpay na naipadala ang komento.