Locksmith chisels: layunin at mga tip para sa pagpili

Ang ilang mga trabaho ay nangangailangan ng isang espesyal na tool na idinisenyo para sa mekanikal na epekto na may mapanirang puwersa. Ang gayong aparato ay isang pait. Tatalakayin siya sa artikulo.

Ano ito?
Ang pait ng Locksmith ay isang impact-cutting device para sa pagproseso ng metal o bato. Ito ay gawa sa tool na carbon steel. Ang dulo ng tool ay nasa hugis ng isang talim.
Ang tool ay multifunctional, ngunit ito ay pangunahing ginagamit para sa:
- pagbasag ng mga bato;
- pagputol ng metal;
- pagbagsak ng mga tile;
- "Pagputol" ng mga ulo ng kuko / rivet at katulad na mga fastener;
- unscrewing / tightening bolts at nuts na may "lapped" na mga gilid.


Device
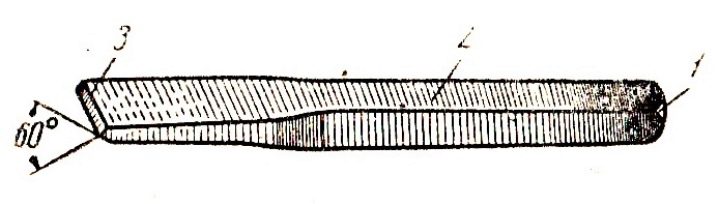
Ipinapakita ng diagram ang aparato ng pait ng karpintero: 1 - ulo, 2 - baras, 3 - talim.
Sa pangkalahatan, ang pait ay isang tuwid na bar, sa seksyon kung saan maaaring masubaybayan ang isang hugis-parihaba, bilog, hugis-itlog o multifaceted na hugis. Ito ay pinatalas sa isang gilid (nagtatrabaho talim). Ang kabilang dulo ay inilaan para sa mga suntok ng martilyo. Upang matiyak ang kaligtasan ng master sa panahon ng trabaho, ang isang proteksiyon na "kabute" ay maaaring mai-install sa pait. Ito ay isang guwang na hawakan na may butil na gawa sa goma, kahoy o plastik. Gayunpaman, dapat tandaan na ang mga pagpipilian lamang sa pagtatayo ng tool ay karaniwang nilagyan ng proteksiyon na kabute. Sa parehong mga pait, siya, bilang panuntunan, ay wala.
Ang working blade ay may double-sided sharpening na may primary at secondary cutting angle. Upang madagdagan ang buhay ng talim ng pagputol, ito ay bahagyang mapurol. Ang shank at ang gumaganang talim ng pait ay napapailalim sa pagtigas ng init nang walang pagkabigo.
Mga uri at katangian
Mayroong humigit-kumulang 20 iba't ibang uri ng tool na pinag-uusapan. Ilista natin ang pinakasikat sa kanila.
- pait - ginagamit para sa trabaho na may unhardened metal.
- Pike chisel - ginagamit sa mga pneumatic device (jack at chipper hammers).
- Pait na krus - nilagyan ng tapered cutting edge. Ginagamit sa pagsuntok ng mga uka o mga uka sa metal.



- Grooving pait - isang subspecies ng isang cross cutter na may hugis na cutting edge.
- Pait na panday - naka-mount sa isang mahabang kahoy na hawakan (tulad ng martilyo). Ito ay nagbibigay-daan sa kamay na humahawak sa aparato na maalis mula sa mainit na metal. Ang paggamit ng malamig na metal para sa pagputol ay hindi ibinukod.
- Scarpel na pait - isang mas matalas na aparato kumpara sa maginoo na modelo, na ginagamit para sa pagtatrabaho sa mga bato. Ang gumaganang talim ng pagpipiliang ito ay katulad ng isang talim. Nakakatulong ito upang pakinisin ang bato, na pangunahing ginagamit ng mga iskultor. Ang tool ay nilagyan ng isang goma na kabute, na pinoprotektahan ang master hindi lamang mula sa mga suntok sa mga kamay, kundi pati na rin mula sa pagkalat ng mga fragment.



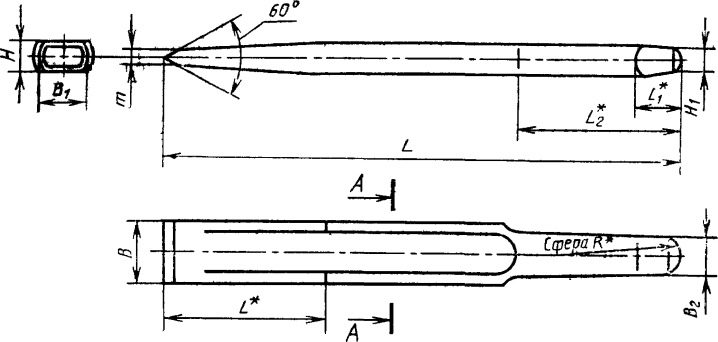
Ang mga pangunahing katangian ng tool ay kinabibilangan ng uri ng kabit, ang layunin nito (para sa pagproseso ng malambot, katamtamang matigas at matigas na mga metal). Ang uri ng kapansin-pansin na bahagi (tapered o tuwid) ay isinasaalang-alang din. Ang mga pait ay ginawa sa ilang mga pagkakaiba-iba ng mga bahagi ng bahagi (ayon sa mga kinakailangan ng GOST 7211-86). Maglaan ng mga tool na may hawakan:
- flat oval na seksyon;
- hugis-itlog na seksyon;
- heksagonal na seksyon;
- I-section.



Sa pamamagitan ng uri ng kapansin-pansing bahagi, may mga opsyon na mayroong:
- conical na gumagana at kapansin-pansin na bahagi sa lapad;
- tuwid na nagtatrabaho kapansin-pansin na bahagi sa lapad.
Kung ang aparato ay inilaan para sa pagputol ng mga metal, kapag nililikha ito, ginagamit ang carbon steel ng mga grado na U7, U8, U9, U7A, U8A, atbp.Kung ang tool ay nilikha para sa mga gumaganang bato, kumuha sila ng mga pagpipilian sa istruktura para sa bakal 45, 50, 50X, na maaaring dagdagan ng mga pagsingit ng carbide, halimbawa, mula sa Pobedit.
Ang pait na may matagumpay na pagpapatigas ay angkop para sa pagtatrabaho sa kongkreto, metal, iba't ibang mga lahi. Ang gayong pait ay tatagal nang mas mahaba kaysa sa isang aparato na walang paghihinang. Mas tatagal din ito nang walang hasa.
Ayon sa mga teknikal na kinakailangan ng GOST, ang katigasan ng mga pait ay dapat tumutugma sa ilang mga parameter. Para sa isang gumaganang ibabaw sa haba ng hindi bababa sa kalahati mula sa cutting edge para sa steel grades 7ХФ, 8ХФ figure na ito ay 56-60 HRC. Para sa U7A, 8HF, isang halaga na 54-58 HRC ang ibinigay. Para sa kapansin-pansing bahagi sa haba ng hindi bababa sa isa at kalahating beses mula sa kapansin-pansing dulo para sa 7HF, 8HF, ang itinatag na pamantayan ay 41-46.5 HRC. Tulad ng para sa U7A, 8HF, narito ang mga tagapagpahiwatig ay nasa hanay na 36.5-41.5 HRC.


Ang iba pang mga grado ng bakal ay maaaring gamitin upang lumikha ng mga produkto. Ang pangunahing bagay ay ang mga mekanikal na katangian ng materyal sa naprosesong estado ay hindi mas masahol kaysa sa mga varieties na inilarawan sa itaas.
Ang mga pait ay dapat may proteksiyon at pandekorasyon na patong. Ayon sa GOST 9.306 at 9.032, ito ay maaaring:
- oxide na may langis, pospeyt na may langis o chrome na may kapal na 9 microns;
- chromium 1 micron makapal na may nickel sublayer na inilapat sa pamamagitan ng cathodic reduction na may kapal na 12 microns;
- galvanized na may kapal na 15 microns na may chromating at phosphate, na sinusundan ng pagpinta sa mga ibabaw ng pait na may nitroglyphthalic enamel NTs132 ng iba't ibang kulay ayon sa klase II;
- cadmium 21 microns makapal na may chromating;
- chrome 1 micron na may nickel sublayer na 14 o 7 microns ang kapal.
Iba-iba ang laki ng pait. Ang haba ay nag-iiba mula 100 hanggang 200 mm, kabilang ang mga opsyon na may mga tagapagpahiwatig na 125, 160 mm. Ang lapad ng nagtatrabaho bahagi ay maaaring 5-20 mm. Sa mga tuntunin ng timbang, ang mga mas magaan na bersyon ay maaaring tumimbang sa pagitan ng 210 at 380 g. Ang mga mabibigat (ginagamit ng mga power tool) ay maaaring tumimbang sa pagitan ng 590 at 750 g.


Ang mga anggulo ng pagpapatalas ay maaari ding mag-iba. Para sa malambot na mga metal, ang mga produkto na may mas matalas na anggulo (mga 35 degrees) ay ginagamit. Para sa matitigas na metal, kinakailangan ang mas malaking anggulo (45-70 degrees).
Mga Tip sa Pagpili
Bago bumili ng pait, ito ay nagkakahalaga muna sa lahat upang matukoy kung anong uri ng trabaho ang gagamitin: konstruksiyon o locksmith. Ang pangunahing pagkakaiba sa pagitan ng mga tool ay ang presensya o kawalan ng elemento ng seguridad, na binanggit sa simula ng artikulo. Dahil dito, ang mga sukat ay nabawasan, at ang lugar ng pagtatrabaho ng tool ay tumataas.
Ito rin ay nagkakahalaga ng pagbibigay pansin sa grado ng bakal kung saan ginawa ang pait. Ang listahan ng mga inirerekomendang uri ng materyal ay ibinigay sa itaas. Ang pinakamataas na kalidad na mga pait ay may magandang katigasan. Binabawasan nito ang panganib na maputol ang mga butil ng blade sa panahon ng operasyon, na ginagawang mas ligtas ang tool. Ang mga pait na ginawa mula sa banayad na bakal o may hindi matigas na talim ay mabilis na nasisira.


Hindi ka dapat pumili ng mga murang modelo mula sa hindi kilalang mga tagagawa, maaari silang maging mahina ang kalidad. Bigyan ng kagustuhan ang mga pinagkakatiwalaang tatak.
Paano gamitin?
- Bago ka magsimulang magtrabaho gamit ang isang pait, kailangan mong tiyakin na ang gumaganang ibabaw nito ay buo. Upang gawin ito, sapat na upang siyasatin ang gilid ng talim para sa mga bitak, chips at katulad na mga depekto. Kung nahanap mo ang mga ito, hindi inirerekomenda na magtrabaho kasama ang tool upang maiwasan ang pinsala.
- Siguraduhing magsuot ng salamin at guwantes kapag nagtatrabaho. Posibleng dagdagan ang aparato ng isang proteksiyon na goma pad, na magpapataas ng antas ng kaligtasan ng master. Tandaan na ang tool ay dapat na tuyo, kung hindi, ito ay maaaring madulas sa kamay (ito ay naaangkop sa parehong martilyo at sa pait mismo). Kapag nagtatrabaho, kinakailangang maingat na subaybayan na walang mga estranghero sa malapit.
- Huwag kalimutang markahan ang materyal. Ang isang manipis ngunit malaking piraso ng metal ay maaaring gupitin sa isang palihan. Ang pait ay dapat panatilihing patayo. Kung ang workpiece ay maliit, ngunit may malaking kapal, mas mahusay na i-clamp ito sa isang bisyo. Ang mga espongha ay dapat na nakahanay sa mga marka.Kung ang kapal ng metal ay makabuluhan, kung gayon ang linya ng pagmamarka ay dapat na matatagpuan 4 mm sa itaas ng mga ito. Ang martilyo ay humampas ng maikli at malinaw sa likod ng pait sa tamang anggulo.


- Kapag nagtatrabaho sa mga sheet ng metal, isaalang-alang ang kanilang uri at kapal (mga sheet ng malaking kapal ay dapat i-cut sa ilang mga pass). Kung kailangan mong putulin ang isang piraso ng wire gamit ang isang pait, huwag subukang gawin ito sa isang suntok, dahil ang naputol na bahagi ay maaaring lumipad sa isang random na direksyon, na magiging sanhi ng iyong pag-aaksaya ng oras sa paghahanap nito. Mas mahusay na gumawa ng isang light blow (cut) ng isang maliit na sukat at putulin ang piraso na kailangan mo, na sa huli ay mananatili sa iyong mga kamay.
- Huwag kalimutan na ang bigat ng martilyo ay dapat na hindi bababa sa ilang beses na mas malaki kaysa sa bigat ng pait. Kung hindi man, ang trabaho ay magiging isang tunay na problema: ang martilyo ay dumulas sa ibabaw ng kapansin-pansing bahagi ng pait, at ang pagiging produktibo ay magiging malapit sa zero. Mahalaga rin ang kondisyon ng martilyo, lalo na, ang pagiging maaasahan ng pagkakabit nito sa hawakan. Kung ang tumatalon na bahagi ng tool ay tumalon mula sa may hawak sa panahon ng operasyon, may panganib na mapinsala.
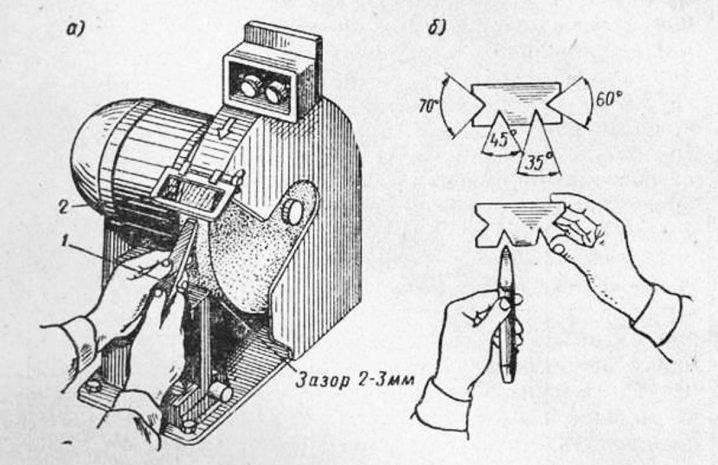
- Tandaan na ang pait ay dapat magkaroon ng tamang anggulo ng hasa. Kung mas mahirap magtrabaho ang metal, mas malaki ang anggulo. Para sa cast iron, hard steel at bronze, ang isang sharpening angle na 70 degrees ay ipinapalagay. Para sa mga materyales ng medium softness at mild steel (tanso, sink, tanso) - 60 degrees. Para sa aluminyo, kinakailangan ang isang tool na may 40 degree sharpening angle.


Mga tampok ng pagpapatalas
Upang maisagawa ang self-sharpening, kailangan mong maghanda ng isang maliit na tangke na may malinis na tubig, kung saan pana-panahon mong ilalagay ang pinainit na tool (upang maiwasan ang paglambot sa paunang pagtigas nito). Ang paghasa ay isinasagawa sa dulo ng emery wheel. Ang talim ng pait ay dapat na salungat sa direksyon ng paglalakbay ng emery wheel (upang matiyak na ang mga spark ay pinalihis pababa). Depende sa ambient temperature at ang bilis ng pag-ikot ng emery wheel / stone, ang pait ay dapat palamigin ng 30 hanggang 60 segundo.
Kung labis mong ilantad ang gilid, maaari itong mag-overheat at mawala ang katigasan nito. Gagawin nitong imposible ang paghawak ng matitigas na materyales. Kapag humahasa, palitan ang contact side ng cutting blade, dahil ang pait ay may two-way escapement. Ginagawang posible ng pana-panahong flipping na mapanatili ang tamang geometry. Ang paghasa ay maaari ding isagawa sa isang emery na bato, ngunit ito ay kukuha ng mas maraming oras (sa kasong ito, ang proseso ay isinasagawa sa pamamagitan ng paglipat ng pasulong).
Tingnan sa ibaba para sa higit pang mga detalye.













Matagumpay na naipadala ang komento.