Paano ginagawa ang mga self-tapping screws?

Ang pag-alam kung paano ginagawa ang mga self-tapping screws ay kapaki-pakinabang kahit para sa mga gagamit lamang ng mga ito. Ngunit para sa pag-aayos ng isang bagong produksyon, may iba pang mas mahalaga - kung ano ang teknolohiya at kung anong mga makina ang kakailanganin para sa kanilang paggawa. Mahalagang pumili sa pagitan ng Russian at iba pang kagamitan, pati na rin maingat na pag-aralan ang mga tampok ng mga partikular na modelo.


Anong mga hilaw na materyales ang ginawa nila?
Ang proseso ng paggawa ng self-tapping screws ay hindi maiisip nang walang paggamit ng maingat na napiling hilaw na materyales ng mga espesyal na tatak. Tatlong metal ang pinakakaraniwang ginagamit:
- tanso;
- mataas na carbon steel;
- bakal na may hindi kinakalawang na katangian.
Ang metal ay karaniwang hugis ng mga baras o wire. Ang mga katulad na produkto ay ginawa sa anumang kumpanya ng metal rolling. Samakatuwid, walang mga espesyal na problema sa pagkuha ng mga hilaw na materyales. Para sa 1000 kg ng bakal ay kukuha sila ng mga 2500-3000 rubles.
Ang dami na ito ay sapat na para sa paggawa ng kalahating milyong self-tapping screws o isang katulad na numero.


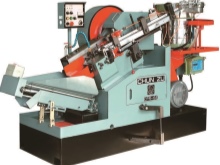
Ano ang dapat na makina?
Para sa paggawa ng self-tapping screws, kailangan ang iba't ibang kagamitan, at kasama ng mga ito ang drawing mill ay may malaking kahalagahan. Pinapayagan nito ang paggawa ng mga manipis na metal rod. Ang nasabing aparato ay isang pugon na may mga espesyal na bahagi (mga namatay), na nilagyan ng sistematikong pagbaba ng mga butas. Ang baras ay pinainit sa isang mataas na temperatura. Ang bilang ng mga namatay na naipasa ay direktang nakakaapekto sa nagresultang diameter. Ang tinatawag na cold heading machine ay gumaganap din ng mahalagang papel sa proseso ng pagtatrabaho. Sa device na ito, ang natapos na bar ay pinutol sa kinakailangang laki. Bilang karagdagan, ang ulo ng mga nagresultang self-tapping screws ay nabuo. Sa wakas, may lalabas na karagdagang puwang sa ulo. Salamat sa ito, maaari mong ligtas na magtrabaho kasama ang mga fastener gamit ang isang distornilyador.
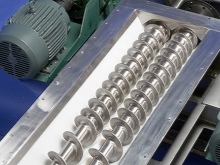
Imposibleng gawin sa paglabas ng mga self-tapping screws at walang thread rolling system. Gaya ng ipinahihiwatig ng pangalan, ang aparatong ito ay idinisenyo upang lumikha ng mga ukit. Ang hakbang sa paggupit at ang hugis ng ibabaw na gupitin ay inaayos gamit ang mga espesyal na dies. Ang konklusyon ay simple: upang lumikha ng mga produkto na may iba't ibang mga thread, kakailanganin mong lumikha ng isang stock ng mga dies na may iba't ibang laki. Ngunit hindi sapat na gawin lamang ang mga grooves - mangangailangan din ito ng pagproseso sa isang hardening furnace.


Kung hindi dumaan dito, ang tapos na produkto ay magiging masyadong malambot. Imposibleng ibenta o kahit papaano ay magagamit ito. Ang pamamaraan ay medyo simple (panlabas): una sa lahat, ang metal ay pinainit, at pagkatapos ay ang temperatura nito ay nabawasan nang husto. Samakatuwid, medyo halata na ang mga kwento tungkol sa multifunctional mini-machine para sa paggawa ng self-tapping screws ay medyo tuso. Kung mayroong gayong mga aparato, kung gayon ang kanilang kakayahang magamit ay ipinahayag lamang sa iba't ibang mga mode ng pagputol, at para sa bawat yugto ng trabaho, para sa iba pang mga teknolohikal na operasyon, ang iba pang mga pag-install ay magiging responsable pa rin.
Kinakailangan din na gumamit, halimbawa, mga electroplating bath. Sa kanilang tulong, ang isang espesyal na patong na may mga katangian ng anti-corrosion ay inilapat. Ang mga nuances ng teknolohikal na pagproseso ay tinutukoy ng uri ng patong na inilapat. Gayunpaman, tiyak na kakailanganin mong iproseso ang mga turnilyo sa maraming paliguan. Kapag na-electroplated, kakailanganin ang mahusay na pagpapatayo. Hindi sapat na ilagay ang mga workpiece sa bukas na hangin. Ang pagpapatayo sa mga espesyal na kagamitan ay kanais-nais. Kakailanganin mo rin ang mga packing machine. Inilalagay nila ang mga natapos na produkto sa mga espesyal na bag.
Ang modernong automation ay may kakayahang magbilang ng kinakailangang bilang ng mga self-tapping screws.


Mga sikat na brand
Kapag bumibili ng mga tool sa makina mula sa mga tagagawa ng Russia na may mababang produktibidad (mula 50 hanggang 70 piraso bawat minuto), kailangan mong magbayad mula 170 hanggang 200 libong rubles. Kung mas mataas ang mga kinakailangan sa pagganap, magiging mas mahal ang hardware. Ang mga sistema mula sa China na gumagawa ng 250-300 self-tapping screws kada minuto ay nagkakahalaga mula sa 500 libong rubles. Ang ilang mga modelo ay nagbebenta ng 700 libo. Ang mga kagamitan ng parehong pagganap na ginawa sa Austria at Alemanya ay ibinebenta para sa 750-1100 libong rubles bawat makina.
Ang ilang mga kumpanyang Amerikano ay masigasig na nagpo-promote ng kanilang advertising. Gayunpaman, ang kanilang buong function ay nabawasan lamang sa pagbuo at pagtatanghal ng tatak. Halos lahat ng mga kopya ay ginawa sa China, at may mga simpleng lisensyado sa Estados Unidos. Sa mga teknikal na termino, walang pagkakaiba para sa mamimili. Sa kasong ito, isasama sa presyo ang mga gastos at kita sa buong chain.


Madalas na itinuturing na ang mga kalan na gawa sa Aleman ay napakahusay. At sa pangkalahatan, ito ay totoo. Ngunit ang segment na ito ay pinangungunahan ng tuluy-tuloy na mga disenyo ng duty cycle. Para sa maliliit na industriya at mga semi-handicraft workshop, mas kailangan ang mga batch-type na oven. Ang ganitong uri ng mga produkto ay ibinibigay ng ilang mga domestic na kumpanya. Ang mga hilaw na materyales sa isang intermittent cycle furnace ay inilalagay sa mga butas-butas na bariles. Ang mga bariles na ito ay ginagamit din para sa pagpuno sa mga tangke ng pagsusubo. Maraming pantulong na kagamitan ang ginawa sa pamamagitan ng kamay. Ang paghahanap ng mga guhit at diagram ay hindi problema ngayon. Kailangan mo lamang na maingat na pag-aralan ang opisyal na teknolohiya upang maalis ang mga error.
Para sa maliliit na negosyo na gumagawa ng self-tapping screws, mainam ang Candid AS3016. Ito ay isang semi-awtomatikong modelo na nagpapahintulot din sa paggawa ng mga turnilyo at turnilyo. Ang halaga ng naturang kagamitan ay humigit-kumulang sa 3000 maginoo na mga yunit. Totoo, ang kanyang pagiging produktibo ay hindi masyadong mataas - isang maximum na 25 pangkabit na hardware bawat minuto. Ang semi-awtomatikong uri ng makina ay nangangahulugan na ang operator nito ay kailangang magsagawa ng maraming manipulasyon, gayunpaman, para sa mga baguhan na manggagawa, ito ang perpektong solusyon.


Ang pangunahing bahagi ng mga makina para sa paggawa ng mga self-tapping screws ay ginawa pa rin sa China at Taiwan. Sa Russia, kakaunti lamang ang mga organisasyong nagdadalubhasa sa paggawa ng naturang kagamitan. Ang mga gastos sa pagbili nito, na isinasaalang-alang ang mga rate ng pagpapadala, ay medyo makabuluhan. Sa mga supplier ng Russia, ang hindi mapag-aalinlanganang pinuno ay si Samstal. Kapansin-pansin din ang mga produkto:
- FOB;
- LianTeng;
- Innor.


Ang mga pinakasimpleng bersyon ay maaaring gumawa ng hanggang 60 hardware kada minuto. Ang mga advanced na disenyo ay bumubuo ng hanggang 250 mga yunit bawat minuto. Ang ilang mga bersyon ay na-configure upang ilabas ang iba pang mga uri ng mga produkto. Ito ay nagpapahintulot sa iyo na palawakin ang hanay ng produkto, at, sa kabila ng unang pagtaas ng mga gastos, ang gayong desisyon ay mabilis na nagbabayad. Ang halaga ng pinaka-abot-kayang mga awtomatikong kagamitan sa makina para sa paggawa ng hardware na may tinatayang produktibidad na 50 piraso bawat minuto ay hindi bababa sa 13 libong US dollars.
Ang mga modelong idinisenyo para sa mga kwalipikadong propesyonal na may mataas na uri kung minsan ay bumubuo ng hanggang 300 hardware kada minuto. Ang average na makina ng Russia ay nagkakahalaga ng mga 90-100 libong rubles. Ito ay nagkakahalaga ng halos 500 libong rubles upang bumili ng isang kumplikadong linya kasama ang lahat ng kinakailangang kagamitan.
Hindi ito nagkakahalaga ng pagtitipid dito. Tanging ang mga de-kalidad na kagamitan lamang ang talagang nagbabayad para sa sarili nito, at ang ilang murang pagbabago ay mabilis na naubos.


Teknolohiya
Ang paggawa ng mga self-tapping screws, siyempre, ay hindi maaaring bawasan lamang sa pagkuha ng angkop na kagamitan. Ang unang hakbang sa teknolohikal na proseso ay natural na pagputol ng wire sa mga seksyon ng kinakailangang haba. Sa parehong sandali, isang sumbrero ay nabuo. Susunod, ang mga natapos na produkto ay dinadala kasama ng conveyor belt patungo sa isang dalubhasang makina. Doon ginagawa ang mga ukit; bilang karagdagan sa nabanggit na hardening, paghuhugas at pagpapatayo, kinakailangan ang pag-uuri. Para sa iyong impormasyon: ang pag-uuri at pag-iimpake ng mga self-tapping screw ay hindi palaging isinasagawa sa mga espesyal na makina.Ang ilang maliliit na pabrika ay itinayo sa paraang ang mga operasyong ito ay ginagampanan ng mga espesyal na na-recruit na empleyado.
Ang pagiging simple ng mga modernong makina ay tulad na, sa prinsipyo, 1-2 tao ang maaaring makisali sa buong proseso. Wala ring partikular na paghihirap sa pagkumpuni at pagpapanatili. Hinahawakan ng mga threading machine ang mga workpiece sa posisyon gamit ang vibrating grips. Ang electroplating ay karaniwang nagsasangkot ng phosphating o oksihenasyon. Sa ilang mga kaso, inilapat ang puti o dilaw na zinc. Sa prinsipyo, kapag ang patong ay nailapat, ang self-tapping screws ay maaaring gamitin kaagad para sa kanilang nilalayon na layunin. Ang hardening furnace ay maaaring magpainit hanggang sa humigit-kumulang 900 degrees. Naglalaman ito ng mas malamig na kompartimento; maaari din itong isagawa upang maihatid ito sa isa pang oven sa mas mababang temperatura.



Ang mga drawing machine na may mahusay na pagganap ay maaari lamang gumana nang normal kapag gumagamit ng lubricating at cooling fluid. Ang tamang pagguhit ay nagpapahiwatig hindi lamang ang pagbuo ng kinakailangang geometric na pagsasaayos, kundi pati na rin ang pagpapabuti ng microstructure. Sa paggawa ng mga self-tapping screws, ginagamit ang kagamitan na walang function ng winding material papunta sa coil. Ang isa pang pamamaraan, tempering, ay nakakatulong upang iwasto ang mga imperfections ng materyal pagkatapos ng hardening. Para sa malamig na heading machine, ang tamang pagkakahanay ng lahat ng mga bahagi ay napakahalaga.
Ang mga inihandang produkto ay itinatapon sa mga silo o basket. Ang pagputol ng workpiece sa isang malamig na heading machine ay maaaring gawin kapwa bukas at sarado (gamit ang isang manggas na kutsilyo). Ang pamamaraang ito ay nagbibigay ng isang plane-parallel cut at isang pare-parehong dami ng mga indibidwal na workpiece. Samakatuwid, magkakaroon ng mas kaunting mga paghihirap sa karagdagang pagproseso.
Kadalasan, ang mga self-tapping screw na nakuha sa mga cold heading machine ay ginawa alinsunod sa mga pamantayan ng DIN.


Para sa kung paano ginagawa ang mga self-tapping screw, tingnan ang susunod na video.













Matagumpay na naipadala ang komento.