Lahat Tungkol sa Diamond Grinding Wheels

Ang mga gulong sa paggiling ng diyamante ay nauubos. Ginagamit ang mga ito sa awtomatiko, anggulo, manu-manong mga makina para sa paggiling, hasa, atbp. Ginagamit ang mga ito sa alahas - kapag pinuputol ang mga bato, pati na rin para sa pagproseso ng mga superhard na ibabaw, salamin, keramika, atbp.


Mga kakaiba
Ang mga blades ng brilyante ay hindi lamang nakikilala sa pamamagitan ng kanilang mataas na kahusayan at mahabang buhay ng serbisyo, kundi pati na rin sa kanilang kakayahan sa pagpapatalas sa sarili, na sinamahan ng isang perpektong balanse sa pagitan ng katigasan at pagkasira. Ang tool ay ginagamit hindi lamang sa industriya, kundi pati na rin sa mga domestic na kondisyon.
Ang malawak na pamamahagi at abot-kayang presyo ay ipinaliwanag sa pamamagitan ng pagbawas sa gastos ng paggawa ng mga artipisyal na diamante - ginagamit ang mga ito sa higit sa 90% ng nakasasakit na produksyon.
Ang mga disc mismo ay gawa sa mga aluminyo na haluang metal o bakal. Ang isang espesyal na komposisyon ng bakelite resin na may pagdaragdag ng mga chips ng brilyante ng iba't ibang mga praksyon ay inilalapat sa ibabaw ng mga blangko sa isang manipis na layer. Dapat pansinin na sa ngayon ang industriya ay hindi nag-imbento ng anumang bagay na mas mataas sa tigas kaysa sa brilyante na bersyon ng nakasasakit. Ang pinakamalapit na kahulugan ay cubic boron nitride lamang - borazon, elbor. Ang natitira sa mga nakasasakit na sangkap ay hindi mga kakumpitensya sa lahat sa pagproseso ng mga ferrite, cermet composites at iba pang mga hard alloy na materyales.


Pangunahing katangian
Ang isa sa mga pangunahing katangian ay itinuturing na tagapagpahiwatig ng katigasan. Ang susunod na mahalagang tagapagpahiwatig ay ang konsentrasyon ng mga diamante bawat cubic centimeter, na sinusukat sa carats. Mga karaniwang karaniwang tagapagpahiwatig para sa mga halagang ito ayon sa kasalukuyang GOST: K25 (1.1 ct / cm3), K50 (2.2 ct / cm3), K75 (3.3 ct / cm3), K100 (4.4 ct / ccm3), K125 (5.5 ct / cm3) at 150 (6.6 ct / cm3). Gayunpaman, ang konsentrasyon ay maaaring magbago pataas o pababa.
Ang kahalagahan ng halagang ito ay na ito ay may malaking epekto sa ilang mga teknikal na parameter ng disk at ang gastos nito. Ang hard bond, mababang disenyo ng brilyante ay itinalagang K125.
Ang tagapagpahiwatig na ito ay maaaring panatilihing hindi nagbabago ang peripheral geometry para sa buong ikot ng paggiling.

Ang pamamahagi at pag-aayos ng butil ng carbon sa gumaganang layer ay tinutulungan ng isang nagbubuklod na komposisyon, ang tinatawag na binder. Sa teknolohiya ng produksyon, tatlong pangunahing uri ng mga bundle ang ginagamit.
-
Metallic. Ang isang gumaganang layer ng ganitong uri ay pinaka-angkop para sa pretreatment, hasa ng mga bahagi na gawa sa cermet at hard alloys, pagputol ng malalaking layer ng allowance.
-
Electroplating. Metal na katawan na may isa o higit pang nickel layer, na pinahiran ng carbon abrasive. Idinisenyo para sa pagputol, paggiling ng mga mineral na materyales. Ito ay hinihiling sa paggawa ng mga yunit ng pagbabarena ng brilyante, panghuling pagtatapos ng mga suntok, atbp.
-
Organiko. Kapag lumilikha ng isang organikong komposisyon, ang Bakelite ay ginagamit sa paggamit ng mga resin ng formaldehyde. Ang tampok na katangian nito ay mababa ang thermal conductivity; ang mga naturang device ay ginagamit sa trabaho nang walang supply ng coolant. Bilang isang tuntunin, ito ay pinong paggiling at paghampas.



Ang iba pang mga parameter na nakakaapekto sa mga katangian ng pagganap ng device ay ang uri ng layer ng brilyante at ang lapad nito. Ang nakasasakit ay inilalapat sa paligid o dulong bahagi ng diamond wheel. Ito ay ang geometry na nakakaapekto sa laki ng nakasasakit at ang halaga ng modelo.Ang taas ay isang halaga na tumutukoy sa tibay ng istraktura, habang ang laki ng lugar na nakikipag-ugnayan sa workpiece, at samakatuwid ang temperatura ng mga gumaganang elemento at iba pang mga bahagi, ay nakasalalay sa lapad. Ang maliit na lapad ay nagbibigay-daan para sa pagtaas ng bilis at lalim ng pagputol. Ang malalaking lapad ay nangangahulugan ng mataas na katumpakan at kalinisan ng trabaho.
Kinakailangan ng teknolohiya na ang mga parameter ng lapad ng ibabaw ng lupa ay palaging lumampas sa mga gumaganang parameter ng gulong. Ang pagkakapareho ng pag-unlad ng nagtatrabaho layer at ang pagpapatalas sa sarili ay nakamit sa pamamagitan ng pagtupad sa lahat ng tinukoy na mga kondisyon.

Ang mga diamante ng emery ay maaaring 125 mm ang laki. Ang pagmamarka ng 150x10x3x32 ay nangangahulugan ng isang disc na may diameter na 150 mm, isang lapad na 10 mm, habang ang taas ay 3 mm at ang laki ng bore ay 32 mm. Ang parehong diskarte ay kinakailangan upang maintindihan ang mga katangian ng paggiling ng mga diamante 150x20x5x42x32; 150x20x3x40x32.

Pangkalahatang-ideya ng mga species
Ang lahat ng mga uri ng mga disc ng paggiling ng brilyante na inaalok ng mga tagagawa ay napapailalim sa mahigpit na mga regulasyon ng GOST, na, naman, ay sumusunod sa mga pamantayan ng Europa. Ayon sa tinatanggap na mga pamantayan, ang isang diyamante disc ay inuri:
-
sa pamamagitan ng mga parameter ng disenyo at mga geometric na hugis;
-
sa pamamagitan ng hugis ng layer ng brilyante at lokasyon nito sa produkto;
-
sa pamamagitan ng mga pagkakaiba sa disenyo ng mga anyo ng katawan nang hiwalay.

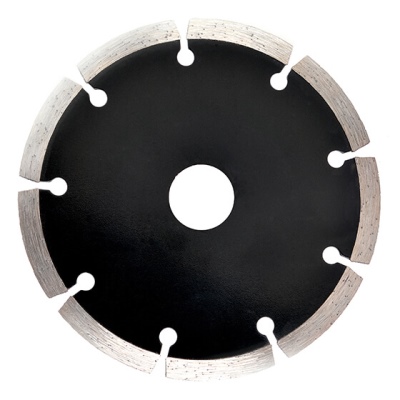
Sa mga ito, ang pinakasikat ay mga disk (flat), tasa, mga pormang hugis plato. Ang geometry ng mga bilog ay maaaring tuwid na profile, pati na rin ang conical, annular, na may one-sided o double-sided undercut, na may one-sided hub, atbp. Ang abrasiveness ng sprayed sanding structures ay naiimpluwensyahan ng laki ng butil - ang laki ng butil.
- plato - dish disc, na ginagamit sa pagproseso ng bakal, cast iron, salamin. Ang ganitong uri ay ginagamit sa mga proseso ng paghasa ng mga hard alloy na solder, halimbawa, sa mga lagari. Mahusay na alisin ang mga layer ng pintura at barnisan na may mga disc.
- tasa - hugis tasa na mga tool na brilyante. Angkop para sa mga ibabaw na mahirap gamitin sa makina: salamin, atbp.
- Mga Modelong Straight Profile - Ito ay mga flat disc na may mga dulong mukha na pinahiran ng diyamante. Ang uri na ito ay pinili para sa pagtatrabaho sa mga ibabaw na nangangailangan ng tumpak na mga linya.


Para sa panghuling pag-polish ng metal at pagbibigay nito ng mala-salamin na pagtakpan, ginagamit ang mga gulong na vulcanite (goma) na buli. Mayroong isang napaka-kagiliw-giliw na bersyon - isang floppy disk (AGShK). Ang kakaiba nito ay isang manipis na layer ng nakasasakit. Ginagamit ito sa mga kasangkapang pangkamay para sa paggiling ng kongkreto, porselana na stoneware at iba pang materyales. Tinatawag silang "pagong".


Pagmamarka
Ang pangkalahatang tinatanggap na pagtatalaga ng mga disc ng brilyante ay isang linya ng dalawang bahagi: data sa mga tampok ng disenyo, isang paglalarawan ng mga geometric na sukat ng modelo, pati na rin ang mga teknikal na tagapagpahiwatig ng bono at mga diamante. Ang tagagawa ay maaari ring magdagdag ng mga linya na may karagdagang impormasyon sa kanang bahagi. Para sa tamang interpretasyon ng tinukoy na data, maaari mong gamitin ang mga parameter ng GOST 24747–90 bilang isang pahiwatig. Bilang karagdagan, may mga talahanayan na nagpapahiwatig ng mga code, mga diagram ng mga pinakakaraniwang produkto. Ang ilustrasyon ay nagpapakita ng 150 mm diameter na cone sanding pad na may 20o cone angle. Ipinapakita ng sketch ang mga halaga ng diameter ng bore (22 mm) at ang laki ng layer ng brilyante (6x4 mm).

Ang mga kahulugan ng natitirang mga marka:
-
Ang D16 ay ang bilang ng FERA ng butil ng carbon at ang K75 ay ang bilang nito sa bawat carat;
-
Ang B ay ang tanda ng organikong bono ayon sa FERA, at ang T ay ang code ng density nito.
Ang paglalarawan sa ibaba ay nagbibigay ng karagdagang impormasyon sa mga kinakailangan sa trabaho (m). Bukod sa, ang tagagawa ay maaaring magpahiwatig ng data sa paglilimita ng bilis ng bilog, mga tagapagpahiwatig para sa pag-ikot: kinakailangang dalas, direksyon, kaligtasan.
-
butil. Ang isang pantay na mahalagang tagapagpahiwatig para sa mamimili ay ang laki ng butil, dahil ito ang pangunahing parameter na nakakaapekto sa kalidad at kadalisayan ng pinakintab na ibabaw. Huwag kalimutan ang tungkol sa kabuuan ng mga tagapagpahiwatig na ito kapag pumipili ng laki ng mumo.
Halimbawa:
-
Paunang pagproseso - ang kinakailangang laki ng butil ay ipinahiwatig bilang D151, na qualitatively binabawasan ang bilang ng mga pass, habang tinitiyak ang isang garantisadong mataas na kahusayan at ikapitong grado kadalisayan;
-
pinong paggiling - D54, mas mababa ang pagiging produktibo, ngunit mas mataas na klase ng kadalisayan - 10.
Kinakailangang isaalang-alang ang laki ng butil para sa lalim ng hiwa; tinutukoy din nito ang kapal ng inalis na materyal sa isang solong pass. Ang inirerekomendang ratio ay hindi hihigit sa isang katlo ng butil na kinakailangan ng pamantayan. Sa larawan sa ibaba, isang snapshot ng mga chip ng brilyante na kinunan sa ilalim ng mataas na pag-magnify - 10-15 microns.

-
Katigasan. Ang tagapagpahiwatig na ito ay mahalaga para sa mga istruktura ng Bakelite. Upang gawin ito, itakda ang B, ang gradation ng katigasan ayon sa GOST - R 52587-2006 gamit ang mga pagtatalaga ng titik. Kung mas mababa ang hardness index, mas malawak ang layer ng brilyante at mas maliit ang laki ng chip. Ginagamit ang mga ito para sa pinong paggiling sa mababang bilis ng pagputol, kadalasang hindi kasama ang paggamit ng coolant. Ang mas mabilis o mas malalim na mga hiwa ay nangangailangan ng mas mataas na tigas at paglamig sa ibabaw.

-
Mga klase sa katumpakan at kawalan ng timbang - ang susunod na halaga sa pagmamarka ng diamond grinding wheels. Ang ganitong pagmamarka ay obligado para sa mga disc ng tradisyonal na paggawa - ito ay dalawang matinding marka sa isang linya. Tulad ng para sa mga pagpipilian sa brilyante, walang mga kinakailangan sa GOST.
Ayon sa teknolohiya, ito ay isang tool na may isang maliit na layer ng nakasasakit; bukod dito, ang pamantayan ng estado ay nakapagtatag na ng mga pamantayan ng mataas na katumpakan para sa kanila.

Mga sikat na modelo at tagagawa
Kabilang sa mga sikat na tagagawa sa aming merkado, maaari mong mahanap ang parehong mga dayuhang tatak at mga domestic na kumpanya na gumagawa ng mga produktong ito mula pa noong panahon ng Unyong Sobyet.
-
kumpanya ng KLINGSPOR. Ang German brand ay nagsu-supply ng higit sa 1,700 uri ng mga abrasive na tool sa mga pandaigdigang merkado, kabilang ang mga multi-purpose na diamond disc. Lalo na sikat ang mga segment ng disc.
-
Isa sa pinakamalaking supplier ng mga abrasive ay ang BOSCH. Malaking assortment, kabilang ang mga solid disc. Ang pagputol ng bato ay isang mainam na aplikasyon para sa ganitong uri ng brilyante na nakasasakit.

-
"Mga diamante ng Poltava" - lahat ng uri ng carbon tool para sa paggiling, pagputol, kabilang ang mga disc - SK-TDR. Idinisenyo para sa paggamot ng mga mineral na ibabaw tulad ng bato.

-
Petersburg planta ng mga nakasasakit na produkto "Ilyich", isa sa pinakamatanda. Ang negosyo ay nakapag-iisa na gumagawa ng mga artipisyal na diamante (pati na rin ang diamante micropowder).

Saklaw ng paggamit
Ang pinakamalawak na posibilidad ng mga tool sa brilyante ay naging posible na gamitin ang mga ito sa iba't ibang uri ng larangan. Ang sobrang tigas ng carbon coating ay makabuluhang binabawasan ang oras para sa paghasa ng mga carbide tool, mga materyales na mahirap gamitin sa makina. Ang mga talim ng tool na pinatalas gamit ang mga diamante ay mas mahusay, hindi nangangailangan ng kasunod na pagtatapos, at pinapanatili ang kanilang talas nang mas mahaba kaysa sa hasa gamit ang mga analog na abrasive.
Panlaban sa pagsusuot:
-
para sa mga single-edged carbide cutting surface, ang indicator ay tumataas ng 1.5 beses;
-
para sa mga multi-edged na tool, mas mataas pa ang mga value na ito.

Dahil ang mga chips at bitak ay hindi nabubuo sa ibabaw na ginagamot ng mga diamante, ginagamit ang mga ito para sa trabaho:
-
may salamin;
-
keramika;
-
porselana;
-
majolica;
-
kristal;
-
salamin, atbp.


Ang mga diamond abrasive ay kailangang-kailangan sa teknolohiya ng paglikha ng mga optical lens, para sa paggiling ng mga monitor, mga screen. Imposibleng gawin nang wala ang mga ito sa gamot - ang mga blades para sa microtomes, scalpels, syringe needles ay pinatalas ng mga tool na brilyante. Ang mga instrumento sa ngipin para sa paggamot at prosthetics ay ginagamot din ng mga carbon abrasive.


Ang mga gulong ng paggiling ng brilyante ay ginawa para sa mga gilingan, paggiling at iba pang mga makina, mga espesyal na tool sa gawaing bato. Ang isa pang paraan ng aplikasyon ay ang pagmamaneho ng mga gulong na gawa sa iba pang mga nakasasakit na materyales na may mga disc ng brilyante. Ang tama at maalalahanin na diskarte sa pagpili ng mga istrukturang nakasasakit ng brilyante ay magpapahintulot sa anumang trabaho at gawain na maisagawa nang mahusay, nang walang mga depekto.















Matagumpay na naipadala ang komento.