Depth gauge: ano ito? Device at prinsipyo ng pagpapatakbo

Sa maraming sektor ng konstruksiyon at pagmamanupaktura, tulad ng pagmamanupaktura at pagproseso ng mga bahagi, paggiling, pagliko, pagtutubero at alahas, ginagamit ang mga instrumento sa pagsukat na may mataas na katumpakan. Ang isa sa mga ito ay isang depth gauge.


Ano ito?
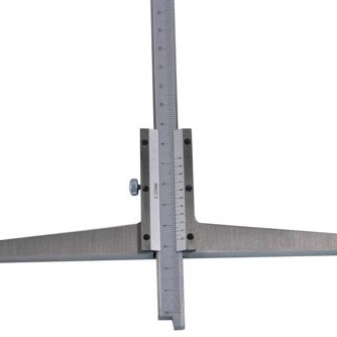
Ang device na ito ay structurally katulad sa mas kilalang tool - isang vernier caliper. Ito ay may mas makitid na espesyalisasyon kaysa sa huli, at inilaan lamang para sa mga linear na sukat ng mga grooves, grooves at ledges sa isang direksyon - sa lalim. Para sa kadahilanang ito, ang depth gauge ay walang mga espongha.
Ang pagsukat ay isinasagawa sa pamamagitan ng pagpasok ng dulo ng panukat na baras sa uka, ang lalim nito ay dapat matukoy. Pagkatapos nito, dapat mong ilipat ang frame kasama ang pangunahing sukat sa baras. Pagkatapos, kapag ang frame ay nasa tamang posisyon, kailangan mong matukoy ang mga pagbabasa sa isa sa tatlong posibleng paraan (tingnan sa ibaba).


Mayroong 3 uri ng pagbabasa mula sa device, ayon sa tatlong kaukulang pagbabago:
- sa pamamagitan ng vernier (mga depth gauge ng uri ng SHG);
- sa isang pabilog na sukat (SHGK);
- sa isang digital display (SHGTs).
Ayon sa GOST 162-90, ang mga device ng tatlong nakalistang uri ay maaaring magkaroon ng saklaw ng pagsukat na hanggang 1000 mm. Ang mga karaniwang saklaw ay 0-160 mm, 0-200 mm, 0-250 mm, 0-300 mm, 0-400 mm at 0-630 mm. Kapag bumibili o nag-order ng vernier depth gauge, maaari mong malaman ang saklaw nito sa pamamagitan ng kaukulang kumbensyonal na pagmamarka. Halimbawa, ang isang modelo na may sukat na lalim mula 0 hanggang 160 mm na may pagbabasa sa isang pabilog na sukat ay magkakaroon ng pagtatalaga ng SHGK-160.



Depende sa device device, ang mga mahahalagang parameter, na kinokontrol din ng GOST, ay ang mga sumusunod.
- Mga halaga ng pagbabasa ayon sa vernier (para sa mga pagbabago ng uri ng ShG). Maaaring katumbas ng 0.05 o 0.10 mm.
- Ang dibisyon ng circular scale (para sa ShGK). Ang mga set na halaga ay 0.02 at 0.05 mm.
- Ang discreteness step ng digital reading device (para sa mga ShGT). Ang karaniwang tinatanggap na pamantayan ay 0.01 mm.
- Pagsukat ng haba ng frame. Hindi bababa sa 120 mm. Para sa mga modelong may sukat na saklaw hanggang 630 mm o higit pa, ang kinakailangang minimum ay 175 mm.
Sa mga teknikal na kondisyon na itinatag ng GOST, ang mga pamantayan ng katumpakan ng device na ito ay tinutukoy. Para sa mga device na may vernier, ang margin ng error ay nasa pagitan ng 0.05 mm at 0.15 mm, depende sa saklaw ng pagsukat. Ang mga device na may circular scale ay may pinahihintulutang error na 0.02 - 0.05 mm, at mga digital - hindi hihigit sa 0.04 mm.
Kasabay nito, ang mga pamantayang ito ay hindi nalalapat sa mga micrometric na modelo, kung saan posible na magsagawa ng mga sukat na may katumpakan ng ikasalibo ng isang milimetro.

Device
Tulad ng nabanggit sa itaas, ang depth gauge ay may panukat na baras, kung saan minarkahan ang mga dibisyon ng pangunahing sukat. Ang dulo nito ay nakasalalay sa panloob na ibabaw ng sinusukat na depresyon. Ang mga modelo ng SHG ay may isang frame, sa puwang kung saan matatagpuan ang vernier - isang pangunahing mahalagang yunit, na magagamit din sa disenyo ng mga caliper, micrometer at iba pang mga instrumento sa pagsukat ng katumpakan. Tingnan natin ang paglalarawan ng node na ito.
Kung ang layunin ng pangunahing barbell scale ay madaling maunawaan - ito ay gumagana tulad ng isang regular na pinuno, kung gayon ang vernier ay ginagawang mas kumplikado ang proseso ng pagsukat, ngunit nagbibigay-daan sa iyo upang matukoy ang mga linear na sukat nang mas tumpak, hanggang sa isang daan-daang milimetro.


Ang vernier ay isa pang auxiliary scale - ito ay inilapat sa gilid ng frame slot, na maaaring ilipat sa kahabaan ng bar, pinagsasama ang mga panganib dito sa mga panganib sa vernier.Ang ideya ng pagsasama-sama ng mga panganib na ito ay batay sa pag-unawa sa katotohanan na ang isang tao ay madaling mapansin ang pagkakaisa ng dalawang dibisyon, ngunit medyo mahirap para sa kanya na biswal na matukoy ang bahagi ng distansya sa pagitan ng dalawang katabing dibisyon. Ang pagsukat ng anumang bagay na may ordinaryong ruler na may 1 mm na graduation, hindi niya matukoy ang haba, bilugan lamang sa pinakamalapit na kabuuan (sa millimeters).
Sa kaso ng vernier, ang integer na bahagi ng nais na halaga ay tinutukoy ng zero division ng vernier. Kung ang zero division na ito ay nagpapakita ng anumang halaga sa pagitan ng 10 at 11 mm, ang buong bahagi ay itinuturing na 10. Ang fractional na bahagi ay kinakalkula sa pamamagitan ng pag-multiply ng vernier division value sa bilang ng markang iyon na tumutugma sa isa sa mga dibisyon sa bar.


Ang kasaysayan ng pag-imbento ng vernier ay bumalik sa unang panahon. Ang ideyang ito ay unang nabuo noong ika-11 siglo. Ang aparato ng modernong uri ay nilikha noong 1631. Nang maglaon, lumitaw ang isang circular vernier, na nakabalangkas sa parehong paraan tulad ng isang linear - ang auxiliary scale nito ay nasa hugis ng isang arko, at ang pangunahing isa ay nasa hugis ng isang bilog. Ang isang pointer reading device kasama ng mekanismong ito ay ginagawang mas madali at mas maginhawa upang matukoy ang mga pagbabasa, na siyang dahilan ng paggamit ng mga vernier depth gauge na may circular scale (SHGK).
Ito ay kung paano gumagana ang mekanikal na bersyon ng depth gauge. Kamakailan, laganap ang mga digital na device na ShGT, isang natatanging tampok kung saan ay isang electronic reading device na may sensor at isang screen para sa pagpapakita ng mga pagbabasa. Ang kapangyarihan ay ibinibigay ng baterya.


Mga uri at modelo
Sa itaas, tanging ang mga pangunahing uri ng depth gauge ang pinangalanan, mayroon at walang vernier. Ngayon ay isasaalang-alang namin ang mga espesyal na pagbabago, ang bawat isa ay may sariling mga katangian depende sa saklaw ng aplikasyon. Bilang karagdagan sa mga nakalista, isang indicator depth gauge (na may dial indicator) ay ginagamit, na ipinahiwatig ng GI marking, pati na rin ang GM - isang micrometric depth gauge at isang unibersal na bersyon na may maaaring palitan na pagsingit ng pagsukat.
Ang mga uri ng mga istraktura at ang pagpili ng isang partikular na modelo ay nakasalalay sa mga sumusunod na salik:
- sa anong hanay ang halaga ng lalim ng uka (uka, borehole), na dapat masukat;
- ano ang mga sukat at hugis ng cross-section nito.



Para sa mababaw na kalaliman, ang pagsukat kung saan nangangailangan ng mataas na katumpakan (hanggang sa 0.05 mm), ang mga modelo ng uri ng ShG160-0-05 ay ginagamit. Para sa mga medium grooves, ang mga opsyon na may mas malawak na hanay ay mas mahusay, halimbawa, ShG-200 at ShG-250. Sa mga partikular na modelo ng ganitong uri: Norgau 0-200 mm - 0.01 mm error margin para sa mga elektronikong bersyon, mayroong mas murang mga vernier.
Kapag nagsasagawa ng locksmithing at turning work na may kaugnayan sa pagproseso ng mga grooves at boreholes na higit sa 25 cm, ginagamit ang ShG-400 depth gauge, na nagbibigay-daan pa rin sa iyong mapanatili ang katumpakan hanggang sa daan-daang milimetro. Para sa mga grooves na 950 mm at higit pa, mayroon ding mga pamantayan para sa mga depth gauge na may malawak na saklaw ng pagsukat, gayunpaman, pinapayagan ng GOST sa kasong ito ang limitasyon ng error na hanggang sa ikasampu ng isang milimetro.
Kung ito ay hindi sapat, ito ay mas mahusay na gumamit ng micrometric instruments.

Ang mga partikular na tampok ng mga modelo ng depth gauge na dapat mong bigyang pansin kapag bumibili ay ang hugis ng dulo ng baras. Depende sa kung gusto mong sukatin ang parehong lalim at kapal ng isang uka o makitid na butas, maaari mong isaalang-alang ang mga modelo na may dulo ng kawit o may panukat na karayom. Tinitiyak ng proteksyon ng IP 67 ang water resistance ng instrumento, na pangunahing mahalaga para sa mga modelong may electronics.
Kung kailangan mo ng digital na instrumento na mas maginhawa kaysa sa vernier instrument, mayroon kang pagpipilian sa ilang dayuhan at domestic na mga tagagawa. Halimbawa, ang kilalang kumpanyang Carl Mahr (Germany), ang hanay ng modelong Micromahr nito ay napatunayang mabuti ang sarili sa mga pagbabago ng MarCal 30 EWR na may output ng data, MarCal 30 ER, MarCal 30 EWN na may hook. Ang isa pang sikat na German brand na Holex ay nagbibigay din ng mga produkto nito sa Russia. Sa mga domestic brand, kilala ang CHIZ (Chelyabinsk) at KRIN (Kirov).



Anong mga sukat ang ginagamit nila?
Tulad ng sumusunod mula sa itaas, ang layunin ng depth gauge ay sukatin ang lalim ng mga elemento ng mga bahagi sa pamamagitan ng pagpasok ng dulo ng baras sa uka o uka. Kinakailangan na ang dulo ng baras ay madaling pumasok sa lugar na pinag-aaralan at magkasya nang mahigpit laban sa ibabaw ng bahagi. Samakatuwid, ang mga tungkod ay gawa sa isang haluang metal na may tumaas na katigasan, at para sa mga kumplikadong grooves at makitid na mga balon, ang mga espesyal na pagsingit ay ginagamit - pagsukat ng mga karayom at mga kawit - mula sa parehong mga materyales.
Ang tool na ito ay ginagamit sa mga kaso kung saan kinakailangan upang makuha ang eksaktong sukat, at ang paggamit ng isang caliper o micrometer ay imposible dahil sa mga detalye ng hugis ng bahagi. Kasabay nito, mahalagang maunawaan kung paano gumagana ang aparato at subaybayan ang pagiging epektibo ng paggamit nito. Mayroong isang simpleng pagsubok ng katumpakan: kumuha ng ilang mga sukat sa isang hilera at ihambing ang mga resulta.

Kung ang pagkakaiba ay ilang beses na mas malaki kaysa sa pinahihintulutang limitasyon ng error, kung gayon ang isang error ay ginawa sa panahon ng mga sukat o ang aparato ay may depekto. Para sa pagkakalibrate, kailangan mong sundin ang mga hakbang na inilarawan sa pamamaraan ng pag-verify na inaprubahan ng GOST.
- Ihanda ang instrumento para sa pagkakalibrate sa pamamagitan ng paghuhugas nito upang maalis ang alikabok at mga labi gamit ang detergent.
- Siguraduhin na ito ay panlabas na nakakatugon sa mga kinakailangan ng pamantayan, mga bahagi at sukat ay hindi nasira.
- Suriin kung malayang gumagalaw ang frame.
- Tukuyin kung ang mga katangian ng metrological ay pare-pareho sa pamantayan. Una sa lahat, ito ay may kinalaman sa limitasyon, error, saklaw ng pagsukat, at ang haba ng boom overhang. Ang lahat ng ito ay nasuri sa tulong ng isa pang kilalang gumaganang aparato at isang ruler.

Bagaman para sa mga mekanikal na depth gauge ayon sa GOST, ang isang limitasyon ng error na hanggang sa daan-daang milimetro ay idineklara, kung kailangan mo ng garantisadong katumpakan, inirerekumenda na gumamit ng isang depth gauge na may isang digital type na aparato sa pagbabasa.
Gamit ang isang murang instrumento, maaari ka pa ring magkaroon ng mga kamalian kapag nagsusukat - kung gayon ito ay pinakamahusay na ilapat ang pamamaraan na inilarawan sa itaas, at ang resulta ay upang isaalang-alang ang average ng aritmetika ng lahat ng mga halaga na nakuha.

Paano gamitin?
Kasama sa prinsipyo ng pagsukat ang ilang praktikal na patnubay na dapat ilapat upang makakuha ng tumpak na mga resulta. Kapag sumusukat, ayusin ang frame na may bolt, na idinisenyo upang hindi ito aksidenteng lumipat. Huwag gumamit ng mga tool na may sirang baras o vernier (sa kaso ng mga digital device, maaaring may mas kumplikadong mga malfunctions) o may sirang zero mark. Isaalang-alang ang thermal expansion ng mga bahagi (pinakamahusay na kumuha ng mga sukat sa temperatura na malapit sa 20 C).
Kapag nagsusukat gamit ang mekanikal na depth gauge, tandaan ang halaga ng paghahati. Para sa karamihan ng mga modelo, ito ay 0.5 o 1 mm para sa pangunahing sukat at 0.1 o 0.5 mm para sa vernier. Ang pangkalahatang prinsipyo ay ang bilang ng dibisyon ng vernier, na kasabay ng marka ng pangunahing sukat, ay dapat na i-multiply sa presyo ng paghahati nito at pagkatapos ay idagdag sa buong bahagi ng nais na halaga.
Mas madaling magtrabaho sa mga digital device na SHGT. Mababasa mo lang ang resulta mula sa screen. Ang pag-calibrate sa mga ito ay hindi rin isang kumplikadong pamamaraan, pindutin lamang ang pindutan na nagtatakda ng digital na sukat sa zero.


Mayroong ilang mga panuntunan para sa paggamit at pag-iimbak ng mga device upang maiwasan ang kanilang napaaga na pagkabigo:
- ang pagpasok ng alikabok at mga solidong particle sa pagitan ng frame at ng baras ay maaaring maging sanhi ng pagbara nito, kaya panatilihin ang instrumento sa kaso;
- ang buhay ng serbisyo ng mga mekanikal na aparato ay mas mahaba kaysa sa mga digital, at ang huli ay nangangailangan ng mas maingat na paghawak;
- ang computer sa pagbabasa at ang display ay hindi dapat mapasailalim sa pagkabigla at pagkabigla;
- para sa tamang operasyon, ang mga bahaging ito ay dapat na pinapagana mula sa isang baterya na may normal na antas ng singil at / o mula sa isang gumaganang supply ng kuryente.
Sa susunod na video ay makikita mo ang isang pangkalahatang-ideya ng ShGTs-150 depth gauge.










Matagumpay na naipadala ang komento.