Lahat ng kailangan mong malaman tungkol sa pagliko ng mga tool

Alam ng mga propesyonal ang lahat tungkol sa mga tool sa paggupit para sa mga lathe, ngunit ang hindi pa nakakaalam ay madaling mawala sa iba't ibang uri, hugis at mga tagagawa ng mga tool. At mas mahirap para sa kanila na lapitan ang paksa ng paglikha ng mga incisors gamit ang kanilang sariling mga kamay. Ngunit mayroon pa ring mga panuntunan para sa hasa at pag-install. Ito ay nagkakahalaga ng pagbibigay pansin dito.

Mga kakaiba
Ano ang isang tool sa pagliko ay isang elemento na kinabibilangan ng isang may hawak at isang gumaganang ulo. Ang una ay tumutulong upang ayusin ang pamutol sa makina, at ang pangalawa - upang gumana sa workpiece. Ang seksyon ng may hawak ay maaaring parisukat o hugis-parihaba. Kasama sa gumaganang bahagi ang ilang katabi na mga eroplano at pagputol ng mga gilid, at ang anggulo ng paghahasa ay nauugnay sa mga katangian ng materyal na pinoproseso sa sandaling ito, at sa uri ng pagproseso mismo.

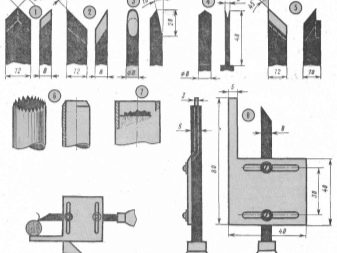
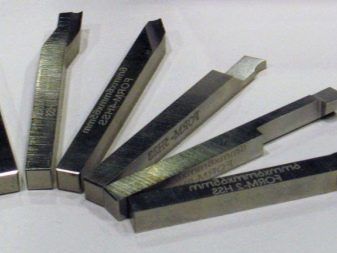
Medyo tungkol sa gumaganang ulo: maaari itong maging solid o may mga plate na hinangin dito (o soldered). At kahit ngayon ay may mga cutter para sa isang lathe, na nagpapatakbo ng mga palitan na plato, na napaka-maginhawa. Ang mga cutter na may mga solidong elemento ay hindi gaanong karaniwan, ngunit ang mga welded / welded ay mas karaniwan. Ang mga ito ay ginawa mula sa high speed steel o mula sa isang carbide alloy na may tantalum, titanium o tungsten.

Ang bahagi ay maaaring gamitin upang iproseso ang bakal, cast iron, non-ferrous na mga produktong metal, pati na rin ang mga non-metallic na materyales.
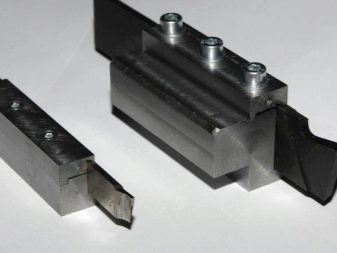
Gaya ng nabanggit na, Ang pagliko ng mga tool na may pagpapalit ng mga pagsingit ay isang maginhawang bagay para sa isang propesyonal. Ang plato sa ulo ay maaaring hawakan nang wala sa loob, na may mga turnilyo o mga espesyal na clamp. At pagkatapos ay napaka komportable na gamitin ito. Lalo na kung ang plato ay gawa sa mineral ceramics (bagaman ang halaga ng cut-off na bahagi sa kasong ito ay matalas na "tumalon").
Ang gumaganang bahagi ng turn tool ay maaaring carbide, maaari itong gawin ng high-speed na bakal, o ng carbon na de-kalidad na bakal. Mayroong maraming mga uri ng incisors, ito ay isang malaki at kumplikadong pag-uuri.


Pangkalahatang-ideya ng mga species
Ang mga incisors ay naiiba sa pag-andar, mga nuances ng disenyo at iba pang mga parameter.
Sa pamamagitan ng appointment
Narito pinag-uusapan natin ang tungkol sa mga materyales kung saan gumagana ang pamutol.
-
Kahoy. Sa mga merkado maaari silang matagpuan sa mga hanay na may mga singsing, suklay, reamer, kawit, meisel. Ang mga incisors at mga mekanismo ng pag-ikot ay pinagsama.
-
Para sa metal. Kapag kailangan mong magwelding o maghinang ng isang plato, pagkatapos ay pinag-uusapan nila ang pinakamainam na pagpipilian para sa mga cutter. Ang mga carbide at high speed alloy ay mas madalas na ginagamit sa kasong ito. Ang pag-install ng naturang mga cutter ay posible hindi lamang sa mga lathes, kundi pati na rin sa slotting, planing, mga espesyal na layunin at iba pa.

Ang pag-uuri na ito ay maliit, dito ang pagpili ay hindi magiging mahirap.
Sa pamamagitan ng disenyo
Ang mga ito ay mga solid cutter, kung saan ang baras at ulo ay sinasalita ng isang sistema. O ito ay isang tool na may welded plates, sila ay napakahigpit na konektado sa ulo. Kung ang paghihinang ng mga plato ay isinasagawa nang walang teknikal na katumpakan, ang mga bitak ay maaaring kasunod na mabuo sa gumaganang ibabaw. Ang ganitong mga cutter ay malawakang ginagamit dahil ang mga ito ay angkop para sa iba't ibang uri ng mga makina.
Ang mga cutter na may mechanical plate fastening ay itinuturing na isa sa mga pinaka-maginhawang opsyon para sa mga metal plate. Nalalapat ito sa mga prefabricated at adjusting varieties, at holder.

Sa pamamagitan ng uri ng pagproseso
Dito nahahati ang mga cutter sa pagtatapos at semi-finishing. Para sa pagtatapos, ang feed ay mababa sa bilis; ang materyal na may maliit na kapal ay tinanggal mula sa blangko.Kadalasan, ang mga naturang tool ay kinakatawan ng isang dumadaan na pamutol. Ang semi-finishing ay halos kapareho sa nakaraang bersyon, ngunit sa mga tuntunin ng mga katangian ay mas mahina sila kaysa sa pagtatapos. Ngunit maaari silang magamit para sa parehong mga gawain.


Sa pamamagitan ng uri ng pag-install
Ang tangential incisors ay isang tool na naka-install sa isang tiyak na anggulo, at, bukod dito, anuman, maliban sa isang tuwid. Ito ay sinusukat na may kaugnayan sa axis ng ibabaw na sumasailalim sa operasyon. At ang tool ay nakikilala sa pamamagitan ng isang kumplikadong pamamaraan ng mga fastener para sa panloob na pag-on.
Ang radial cutter ay nakikilala sa pamamagitan ng pag-aayos ng isang eksklusibong tamang anggulo sa ibabaw na ginagawang machined. Para sa mga layuning pang-industriya, isang popular na opsyon. At ang radial na bersyon ay may malaking plus - ito ay isang pinasimple na sistema ng pangkabit.


Ayon sa uri ng feed
Ito ay mas simple pa rin dito: ang mga kaliwang pamutol ay tinatawag na mga tool na may kanang bahagi ng hiwa, ito ay upang ang metal na pinoproseso ay nakabukas. Sa kanang mga pamutol sa kaliwa mayroong isang bahagi ng pagputol, ang ibabaw ng metal ay nakabukas para sa pagproseso.

Sa pamamagitan ng pag-fasten ng cutting part na may kaugnayan sa baras
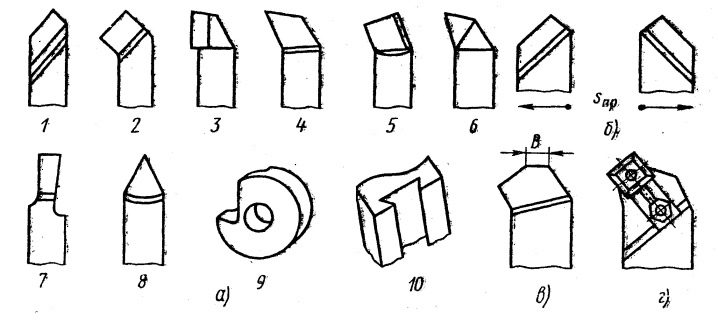
At ang katangiang ito ay kumakatawan sa 4 na uri ng incisors. Ang mga baluktot ay nakikilala sa pamamagitan ng isang espesyal na hubog na linya, na katangian ng projection axis ng itaas na posisyon. At tinitiyak ng lateral localization na ang mga linya ay tuwid. Ang mga tuwid na incisor ay yaong ang projection axis ay nagpapanatili ng isang tuwid na linya, parehong mula sa itaas at mula sa gilid.
Sa iginuhit na incisors, ang bahagi ng ulo at ang baras ay magkakaiba sa laki, ang ulo ay magiging mas maliit. Ito ay nakakabit sa incisal axis. Ang mga detalye ay nailalarawan sa pamamagitan ng ilang pag-aalis na may kaugnayan sa axis ng mga cutter, sa anumang direksyon. Well, ang mga curved incisors sa itaas na lokalisasyon ay konektado sa projection axis sa pamamagitan ng pantay na linya, habang ang lateral projection ay konektado sa isang curved line.


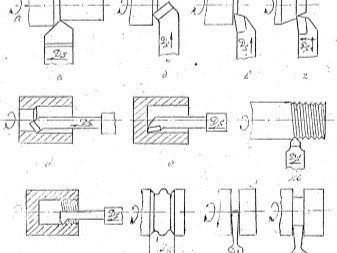
Sa pamamaraan ng pagproseso
At maraming varieties dito.
-
Undercutting. Kung ito ay isang cross-feed machine, ang tool ay madaling maikonekta sa kagamitan. Ito ay alinman sa mga gilid ng iba't ibang mga ibabaw, o mga stepped na elemento.
-
Mga checkpoint. Functional para sa metalworking na may transverse at longitudinal feed equipment. Ito ay may kaugnayan kung ang trimming ay tumutukoy sa mga dulo, sa cylindrical at cone-shaped workpieces.
-
Nakakatamad. Kailangan para sa through at blind hole, para sa recesses at recesses.
-
Bilog. Dito tinutukoy ng form ang pangalan.
-
May sinulid. Bumubuo ng panlabas at panloob na mga thread, na may isang trapezoidal na seksyon, pati na rin ang bilog at hugis-parihaba. Ang mga produkto mismo ay maaaring maging flat, bilog, pati na rin matambok.


At ang mga incisors ay kahit na (napanatili nila ang mga hugis-parihaba na gilid), hubog (naiiba lamang sa hugis, bahagyang), hugis (kasama ang mga hugis na anyo ng mga kumplikadong istruktura).
Mga Materyales (edit)
Napansin na ang mga incisors ay ginawa mula sa iba't ibang uri ng mga materyales. Halimbawa, solid. Ang mga ito ay mga tool ng tungsten na maaaring magproseso ng mga non-ferrous na metal at iba't ibang mga haluang metal. Mabuti para sa mga workpiece na gawa sa cast iron, non-metal. Mayroon ding mga titanium-tungsten cutter na maaaring gumana sa anumang metal. At ang mga tantalum-tungsten-titanium cutter ay kinakailangan kung saan ang gawain ay upang iproseso ang mahihirap na metal, halimbawa, forging at heat-resistant, iyon ay, ang mga hindi gaanong madaling kunin.


Kung ang mga pamutol ay ginawa mula sa mabilis na mga materyales sa pagputol, kung gayon maaari silang maging may kahusayan sa pamantayan at may mas mataas na kahusayan. Ngunit ang mga tool na iyon na gawa sa carbon material ay isinasaalang-alang, at medyo tama, ang pinakamataas na kalidad.
Ginagamit din ang mga pamutol ng brilyante: gumagana ang mga ito nang maayos na mga non-ferrous na metal, pati na rin ang plastik, goma, ebonite, hibla. Ngunit sa ferrous metal, halos hindi sila gumagana, dahil sa kanilang kaugnayan ang mga pamutol ng brilyante ay itinuturing na napakarupok. Ang mga elemento ng elboric ay itinuturing na "sariwang" kakumpitensya para sa mga elemento ng brilyante.

Mga nangungunang tagagawa
Ang mga kumpanyang Ruso ay kabilang din sa mga pangunahing tagagawa. Tulad ng INIGS, ito ay gumagawa ng mahusay na pagbubutas sa pamamagitan ng mga bahagi sa isang magandang presyo. At din sa mga domestic brand ang mga pinuno ay ang "Kanashsky IZ", isang tanyag na produkto na kung saan ay tuwid na linya. Kabilang sa mga kumpanya ng pag-import, ang mga tagagawa ng Czech ay lubos na pinagkakatiwalaan.
Ang mga kit ay popular din, halimbawa, isang hanay ng mga tool para sa kahoy. Kabilang sa mga sikat na produkto ang Enkor, pati na rin ang Metalmaster, Proma, Proxxon. Gayunpaman, kailangan mong tumuon hindi lamang sa mga tatak, presyo at bansa ng produksyon.


Mga Tip sa Pagpili
Ang pamutol ay pinili depende sa kung anong uri ng bahagi ang ipoproseso, sa materyal ng bahagi, sa hugis at sa nais na tapusin sa ibabaw. Halimbawa, mayroong isang kahilingan para sa isang cylindrical na bahagi na walang panloob na butas, na nangangahulugan na ang pamutol ay mangangailangan ng isang baluktot, diretso o thrust cutter.
Ano pa ang dapat isaalang-alang kapag pumipili:
-
materyal ng paggawa (hindi kinakalawang na asero o matigas na haluang metal, halimbawa);
-
ang pagkakaroon / kawalan ng isang set (kadalasang mas kumikita ang pagbili lamang ng mga hanay);
-
ang posibilidad ng paggamit ng isang unibersal na tool, ang naturang pamutol ay maaari ding tawaging isang modular cutter, dahil ang iba't ibang mga plato ay maaaring ikabit sa may hawak nito, at samakatuwid ang iba't ibang mga workpiece ay maaaring maproseso sa iba't ibang mga anggulo.

Kadalasan ang mga propesyonal ay nahaharap sa mga paghihirap sa pagpili ng isang tool "para sa kanilang sarili". Dapat talaga itong madaling gamitin at, mas mabuti, mura. At ang pag-iisip ng paggawa ng isang lutong bahay na pamutol ay hindi ganoong sugal.
Paano ito gawin sa iyong sarili?
Sabihin nating pinag-uusapan natin ang paggawa ng tool sa paggawa ng kahoy. Ito ang mga tool na ito na ginagawa sa kanilang sarili nang mas madalas.
Ang anumang uri ng pait ay nagsasangkot ng pagsunod sa gayong pamamaraan.
-
Ayon sa mga guhit o isang larawan, ang isang bakal na workpiece ng nais na hugis ay pinutol - ginagawa ito sa isang lathe ayon sa tinukoy na mga sukat.
-
Ang pangunahing hasa ng hinaharap na pamutol ay isinasagawa.
-
Ang bahaging metal ay dapat tumigas para mahawakan ng pamutol ang iba't ibang uri ng kahoy. Una, ang metal ay pinainit sa matinding temperatura, pagkatapos ay inilubog ito sa langis ng makina, at doon dapat itong ganap na lumamig. At maaari mo itong panindigan sa temperatura ng silid.
-
Sinusundan ito ng pagtatapos ng hasa.
-
Ang pagputol na bahagi ng pamutol ay itinutulak sa kahoy na hawakan ng tool.


Sa prosesong ito, ang pinakamahalagang sandali ay ang pangunahing hasa. Ang mga incisors ay ibang-iba, ang mga ito ay ginawa mula sa isang file, halimbawa, ngunit ang punto ay tiyak sa layunin ng tool, ito ay nakakaapekto sa resulta. Halimbawa, upang makagawa ng isang pamutol na may kalahating bilog na gilid ng pagputol, ang isang tabas ay minarkahan sa workpiece, ang lahat ng hindi kinakailangan ay tinanggal kasama nito at ang dulo ng nais na radius ay pinatalas. Ang pagputol gilid ay dapat na hasa nang mabuti upang ito ay lumabas kahit na.

Isang halimbawa kung paano gumawa ng reyer cutter gamit ang iyong sariling mga kamay.
-
Ang isang workpiece ay pineke mula sa file hanggang sa laki.
-
Ang isang flat workpiece ay inilalagay sa isang kalahating bilog na crimp, na nakatayo sa anvil hole, isang kalahating bilog na float ay naayos sa itaas, at tinamaan ng martilyo. Ginagawa ito upang ang canvas ay baluktot sa paligid ng longitudinal axis. Sa halip na isang kutsara, isang bakal na bar ang ginagamit.
-
Hanggang sa sandali ng hardening, ang "draft" ay nakabukas sa isang anggulo ng 45 degrees. Pagkatapos ng hardening, ito ay magiging mas mahirap na gawin ang parehong, samakatuwid ito ay mahalaga na huwag makaligtaan ang sandali.
-
Pagkatapos ang workpiece ay tumigas, dapat itong pahintulutan na palamig.
-
Ang canvas ay ipinadala sa oven upang magpainit hanggang sa 200 degrees. Pagkatapos ng 20 minuto, inilalabas nila ito at iniiwan sa hangin hanggang sa lumamig.
-
Ang panlabas at panloob na mga ibabaw ay naproseso, ang lahat ng mga deformation ay dapat na leveled.
-
Ang cutting edge ay dapat patalasin sa pamamagitan ng unang paghahanay nito patayo sa longitudinal axis.
-
Ito ay nananatiling lamang upang ilagay ang hawakan - handa na ang do-it-yourself reyer.
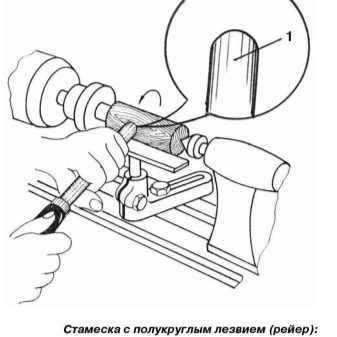

Ang talim ng rayer, sa pamamagitan ng paraan, ay maaaring tuwid o beveled, kulot, depende sa layunin ng paggamit ng tool, ang lawak ng mga aksyon nito.
Patalasin ang mga nuances
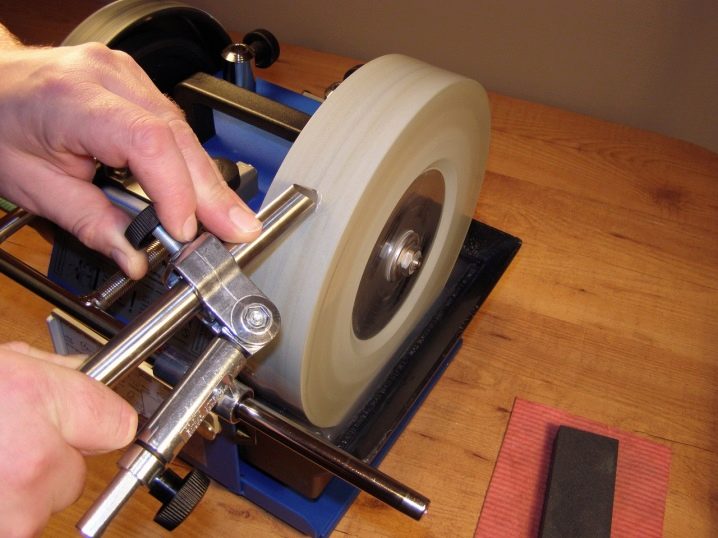
Ang pagpapatalas sa mga incisors ay isang higit sa mahalagang sandali. Kung wala ito, hindi posible na mapanatili ang gumaganang bahagi sa pinakamainam na kondisyon, sa hugis at may tamang anggulo. Hindi kinakailangan na patalasin lamang ang pamutol sa anyo ng isang disposable carbide insert. Kung pinag-uusapan natin ang tungkol sa mga pang-industriya na negosyo, doon ang mga pamutol ay pinatalas sa isang espesyal na makina. Sa bahay, kailangan mong maging malikhain. Halimbawa, maaaring gamitin ang mga kemikal o panggiling na gulong para dito. Ang isang nakasasakit na gulong ay madalas na naka-install sa isang lathe - maaari itong patalasin ang mga cutter na may medyo mataas na kalidad, na nagdadala ng tool sa nais na geometry.


Kung magpasya kang pumili ng isang nakakagiling na gulong, kailangan mong tumuon sa base na materyal. Halimbawa, tama ang hasa ng carbide cutter, magiging green ang bilog, silicon carbide. Kung ang isang bahagi ay pinatalas mula sa mataas na kalidad na carbon steel o high-speed na bakal, ang gulong ay dapat piliin na corundum.
Ang paghasa ay isinasagawa nang may at walang paglamig, at ang unang pagpipilian ay higit na kanais-nais para sa maraming mga manggagawa. Ang malamig na tubig ay dadaloy sa lugar kung saan ang pamutol ay napupunta sa nakakagiling na gulong. Kung ang paglamig ay hindi kasama, pagkatapos pagkatapos ng pamamaraan, hindi katanggap-tanggap na palamig nang husto ang tool, ang bahagi ng pagputol ay nagpapatakbo ng panganib ng simpleng pag-crack.
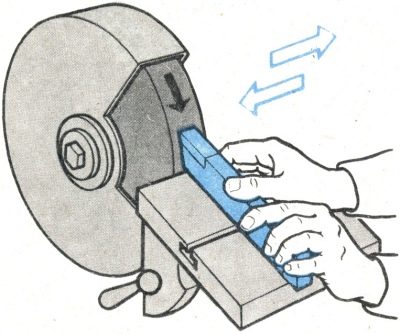
Ang pagpapatalas ay nagsasangkot din ng huwarang yugto: una, ang hulihan na ibabaw ng base ay naproseso sa bilog, pagkatapos ay ang likurang pantulong na ibabaw, at sa pagtatapos lamang - sa harap. Tapusin ang gawain ng pagpapatalas ng pagputol, isinasaalang-alang ang kinakailangang rounding radius.
Kaagad sa sandali ng hasa, ang elemento ay dapat na dahan-dahang ilipat sa isang bilog (tiyak na dahan-dahan, ang pagmamadali ay madalas na nakakagambala sa operasyon), nang hindi pinindot ito nang labis. Ito ay mahalaga para sa organisasyon ng pare-parehong pagsusuot at ang pagbuo ng isang napaka-flat cutting edge.
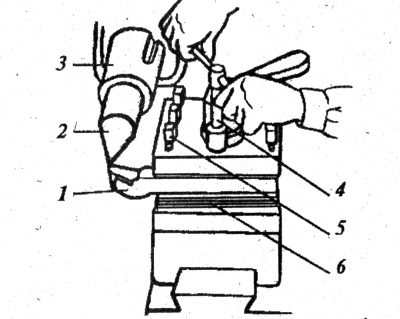
Mga panuntunan sa pag-install
Ang walang kamali-mali na pag-aayos ng elemento sa may hawak ng tool ay ang kasunod na tamang pagliko ng stroke. Kung ang tool ay naitakda nang hindi tama, ang makina ay mabilis na maubos ang cutting edge. Bago simulan ang pag-install, ang mga paa ng may hawak ay dapat linisin. Karaniwan, ang panuntunan # 1 ay ang dulo ng pamutol ay dapat nasa antas ng gitnang linya ng lathe (na nangangahulugang pagsentro). Kung naka-install sa ibaba ng linya, ang bahagi ay itutulak lamang palabas sa gitna kapag tumatakbo, kung ito ay mas mataas, ang pag-init ay hindi katanggap-tanggap at ang pagsusuot ay magiging mabilis.

Ano pa ang mahalagang malaman tungkol sa pag-install:
-
kung ito ay naayos sa espesyal na may hawak ng hindi bababa sa dalawang bolts, ito ay nagbibigay na ng garantiya ng tamang pag-install;
-
ang nakapirming pamutol ay dinadala sa gitna ng tailstock o headstock, sumasailalim sa pagsasaayos ng taas, hindi hihigit sa tatlong pad ang inilalagay sa ilalim nito;
-
sa pamamagitan ng paraan, ang mga lining ay inihanda sa isang kumplikadong paraan, walang kahalili sa kanila;
-
ang mga shims ay inilalagay sa suporta ng may hawak ng pamutol na may kontrol sa pag-alis ng huli (hindi hihigit sa 1.5 taas ng baras), kung hindi man ay gagana ang makina na may panginginig ng boses;
-
pagkatapos ay maaari mong ayusin ang lalim ng pamutol na may test chips o isang cross feed dial;
-
kung ang unang paraan ay kinuha, ang pamutol ay gumagalaw nang mahigpit hanggang sa hawakan nito ang elemento ng pag-ikot, pagkatapos ay pupunta ito sa kanan, at pagkatapos ay ang lalim ng pagputol ay tinutukoy nang intuitive;
-
kung napalampas mo ang diameter ng hasa, kailangan mong ulitin ang lahat sa kinakailangang lalim ng pagputol hanggang makuha mo ang tama.
Sa pamamagitan ng paraan, bago i-install ang pamutol sa may hawak, dapat mong malaman na ang 4 na elemento ay maaaring maayos dito sa parehong oras. Mas kaunti sa dalawang bolts bawat mount ay hindi ibinigay.
Para sa pagputol ng metal, para sa pag-ukit ng mga kahoy na ibabaw, ang mga pamutol ay halos hindi maaaring palitan. Maaari kang maghanap para sa nais na item sa isahan, maaari kang bumili ng mga multi-cutter set para sa mga CNC machine, at ang ilang mga item ay mas murang gawin sa iyong sarili. Ang pangunahing bagay ay upang malaman nang eksakto ang pag-andar ng tool at maunawaan ang teknolohiya ng pagtatrabaho dito.














Matagumpay na naipadala ang komento.