Lahat ng tungkol sa turnilyo-cutting lathes

Ang pag-alam sa lahat tungkol sa mga screw-cutting lathes ay lubos na kapaki-pakinabang para sa pag-aayos ng isang home workshop o isang maliit na negosyo. Kinakailangang maunawaan ang mga tampok ng aparato, kasama ang mga pangunahing yunit at ang layunin ng mga makina na may at walang CNC. Bilang karagdagan sa kung ano ito sa pangkalahatan, kakailanganin mong pag-aralan ang mga unibersal na modelo ng desktop at iba pang mga pagpipilian, ang mga kakaibang pakikipagtulungan sa kanila.
Ano ito?
Ang anumang screw-cutting lathe ay idinisenyo para sa pagproseso ng bakal, cast iron at iba pang workpieces. Ang pamamaraang ito ay tinatawag na pagputol ng mga espesyalista. Ang ganitong mga aparato ay nagpapahintulot sa iyo na gumiling at gumiling ng mga bahagi. Matagumpay nilang nabuo ang mga grooves at ginagawa ang mga dulo. Gayundin, ang layunin ng screw-cutting lathe ay kinabibilangan ng:
- pagbabarena;
- countersinking;
- deployment ng mga openings at walkways;
- nagsasagawa ng maraming iba pang mga manipulasyon.
Ang pangkalahatang prinsipyo ng aparato ay napaka-simple. Ang workpiece na ipoproseso ay naka-clamp nang pahalang. Nagsisimula itong umikot sa isang naibigay na sandali. Sa paggalaw na ito, inaalis ng pamutol ang hindi kinakailangang materyal. Ngunit ang maliwanag na pagiging simple ng paglalarawan ay hindi nagpapahintulot sa isa na huwag pansinin ang medyo mahusay na kumplikado ng pagpapatupad.


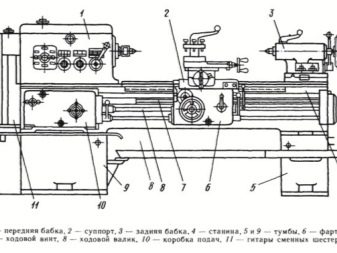
Ang isang screw-cutting lathe ay maaaring gumana nang may kumpiyansa lamang kung ito ay binuo nang maingat mula sa mahusay na pinagsamang mga elemento. Ang mga pangunahing node sa scheme ng naturang apparatus ay:
- suporta;
- matigas ang ulo lola;
- kama;
- ulo ng suliran;
- de-koryenteng bahagi;
- tumatakbo baras;
- mga gear na gitara;
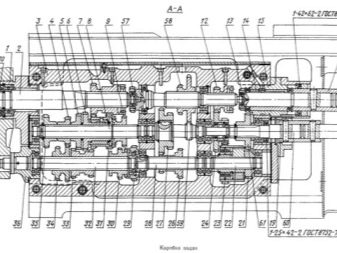
- ang kahon na responsable para sa pag-file;
- lead turnilyo.
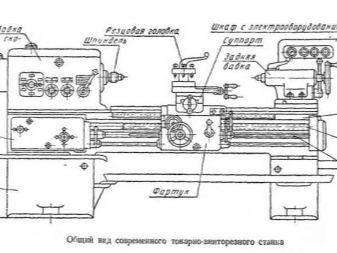
Sa kabila ng medyo naka-calibrate na istraktura batay sa mga tipikal na bahagi, ang mga partikular na makina ay maaaring mag-iba nang malaki. Marami ang nakasalalay sa katumpakan sa panahon ng operasyon. Pinipigilan ng spindle (aka frontal) headstock ang paggalaw ng workpiece na pinoproseso. Nagpapadala din ito ng rotational impulse mula sa electric drive. Ito ay nasa panloob na bahagi na ang pagpupulong ng suliran ay nakatago - bakit, sa katunayan, ito ay pinangalanan.
Ang isang paulit-ulit, ito rin ay isang likod, ang headstock ay nagpapahintulot sa iyo na ayusin ang workpiece. Ang papel na ginagampanan ng slide ay upang ilipat ang tool holder (kasama ang gumaganang tool mismo) sa longitudinal at transverse na mga eroplano na nauugnay sa axis ng makina. Ang caliper block ay palaging mas malaki kaysa sa iba pang bahagi. Ang cutter holder ay pinili ayon sa kategorya ng device.
Ang gearbox ay nakakaapekto sa paghahatid ng salpok sa lahat ng bahagi, at samakatuwid ang paggana ng system sa pangkalahatan.


Ang mga naturang kahon ay maaaring itayo sa mga headstock na katawan o matatagpuan sa magkakahiwalay na bahagi ng katawan. Ang tempo ay nababagay nang hakbang-hakbang o sa tuloy-tuloy na mode, na paunang natukoy ng mga nuances ng disenyo. Ang pangunahing kumikilos na link ng kahon ay ang mga gears. May kasama rin itong V-belt transmission at electric motor na may reverse. Bilang karagdagan, ito ay nagkakahalaga ng pagbanggit ng clutch at ang hawakan para sa pagbabago ng bilis.
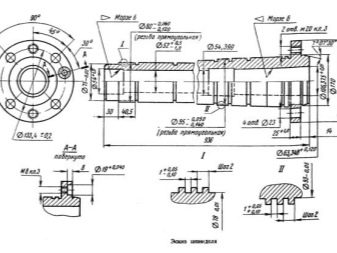
Ang spindle ay maaaring ituring na isang napakahalagang elemento. Ito ay isang bahagi na may teknikal na pagsasaayos ng baras at may tapered na channel upang hawakan ang mga bahagi. Ito ay tiyak na malakas at matibay, dahil ito ay ginawa mula sa isang piling uri ng bakal na haluang metal. Ang tradisyonal na diskarte ay nagpapahiwatig ng paggamit ng lubos na tumpak na rolling bearings sa disenyo ng elemento ng spindle. Ang isang conical cavity sa dulo ay kinakailangan upang maglagay ng bar, na kung minsan ay nagbibigay ng knockout sa gitnang bahagi.
Ang kama ng isang screw-cutting lathe ay nakuha sa pamamagitan ng paghahagis mula sa cast iron. Upang gawin ang mga grooves, kung kinakailangan, gumamit ng tool sa pagmamarka, dies, pagputol at iba pang mga device. Ang mga control unit ay naglalaman ng iba't ibang mga key at handle, kabilang ang mga nagbibigay-daan sa iyong ayusin ang caliper. Ang mga modelo na may CNC ay mas kumplikado kaysa sa mga klasikal, ngunit maaari silang magsagawa ng mga manipulasyon na hindi matamo para sa mga iyon at kumilos sa ilang mga kaso nang walang tulong ng isang operator. Ito ay nagkakahalaga ng pagbibigay-diin sa papel ng apron - sa loob nito ay may mga mekanismo na nagko-convert sa pag-ikot ng pagpupulong ng tornilyo at ang teknikal na baras sa pasulong na paggalaw ng aparato ng suporta.

Pangkalahatang-ideya ng mga species
Sa pamamagitan ng misa
Ang screw lathe ay maaaring gamitin sa mga lokal na pribadong negosyo, para sa mga pangangailangan sa sambahayan. Ang ganitong mga modelo ay karaniwang medyo magaan. Ang malalaki at mabibigat na sasakyan ay pangunahing idinisenyo para sa pang-industriyang produksyon. Ang mga device na hindi hihigit sa 500 kg ay itinuturing na magaan.
Ang katamtamang laki ng kagamitan ay may mahalagang papel sa industriya. Ito ay tumitimbang ng hanggang 15,000 kg. Ang pinakamalaking pang-industriya na disenyo ay tumitimbang sa pagitan ng 15 at 400 tonelada. Sa kasong ito, ang isang mataas na antas ng katumpakan ay karaniwang hindi nakatagpo dahil ang mga pagpapaubaya ay hindi na masyadong makabuluhan.
Ang napakalakas na kagamitan ay naka-install sa malalaking pabrika at pabrika, ngunit hindi ito ginagamit sa segment ng sambahayan.


Sa pamamagitan ng maximum na haba ng bahagi
Karaniwan, ang mga magaan na makina ay nakikipag-ugnayan sa mga bahagi na hindi hihigit sa 50 cm ang lapad. Katamtamang antas ng kagamitan ay kayang humawak ng mga workpiece na hanggang 125 cm ang haba. Ang pinakamahabang haba ng bahagi ay paunang natukoy ng distansya sa pagitan ng mga sentrong punto ng makina. Gamit ang parehong cross-section, ang mga makina ay maaaring gumana sa parehong mahaba at medyo maikling mga istraktura. Ang pagkalat sa pinakamalaking diameter ng mga bahagi ay lalong malaki - mula 10 hanggang 400 cm, samakatuwid walang mga unibersal na makina na nagtatrabaho sa mga workpiece ng anumang seksyon.


Sa pamamagitan ng pagganap
Ang isang mahalagang punto sa pag-uuri ng mga kagamitan sa pagputol ng tornilyo ay ang teknikal na produktibo nito. Nakaugalian na maglaan ng mga device para sa:
-
maliit na produksyon;
-
medium-scale na serye;
-
malakihang produksyon ng conveyor.
Ang mga tatak ng screw-cutting lathes ay medyo magkakaibang. Ginagawa ang mga ito sa maraming bansa. Bukod dito, ang ilan sa mga kagamitan ay aktibong ginagamit mula noong panahon ng USSR at hindi pa nawawala ang kaugnayan nito. Kapag pamilyar ka sa paglalarawan ng pamamaraan, mahalagang malaman kung ito ay dinisenyo para sa desktop o floor mounting, ano ang mga tampok ng pag-install sa pangkalahatan. Tulad ng para sa mga CNC machine, ito ay halos walang alternatibong solusyon - kahit na para sa paggamit sa bahay, ang "purely manual" na kagamitan ay bihirang ginagamit.


Mga Nangungunang Modelo
Angkop na simulan ang pagsusuri sa "Caliber STMN-550/350"... Kahit na ang naturang aparato ay magaan, may mga medyo seryosong posibilidad sa compact na katawan nito. Sa pamamagitan ng pagkolekta at pag-configure nito alinsunod sa mga tagubilin, maaari mong garantiya ang katumpakan ng trabaho. Kinakailangan ang teknikal na serbisyo pagkatapos ng bawat 50 oras ng operasyon. Pangunahing tampok:
- distansya sa pagitan ng mga sentro 35 cm;
- seksyon ng workpiece sa ibabaw ng kama hanggang sa 18 cm;
- kabuuang timbang 40 kg;
- ang bilang ng mga rebolusyon - 2500 bawat minuto;
- mga paa ng goma sa pangunahing hanay;
- mga hawakan ng plastik;
- Morse taper No. 2.



Para sa simpleng gawaing metal, maaari mo ring gamitin ang makinang Kraton MML 01. Ang aparatong ito ay lubos na napapanatili. Ang problema ay ang paggamit ng mga plastik na gear. Ang pagpapalit sa kanila ng cast iron, hindi ka maaaring matakot sa mga kahihinatnan ng walang ingat na paggamit. Magkakaroon ng distansya na 30 cm sa pagitan ng mga sentro, at ang masa ng aparato ay 38 kg; bubuo ito mula 50 hanggang 2500 rpm sa loob ng 60 segundo.
Bilang karagdagan sa metal, ang produkto ng Kraton ay angkop para sa plastik at kahoy. Ang mga taga-disenyo ay nagbigay ng backlighting. Binibigyang-daan ka ng isang hanay ng mga mapagpapalit na gear na mag-cut ng mga metric thread. Salamat sa swivel slide, magagamit ang conical sharpening ng mga bahagi.
Ang cross slide travel ay 6.5 cm.


Ang isang alternatibo ay maaaring ituring na "Corvette 402". Ito ay isang disenteng magaan na lathe na may partikular na mataas na kalidad na mga bahagi. Ang single-phase na motor ay may lakas na 750 W. Ang agwat sa pagitan ng mga sentro ay 50 cm Ang seksyon ng workpiece sa itaas ng kama ay 22 cm, at ang masa ng aparato ay 105 kg; maaari itong bumuo mula 100 hanggang 1800 na pagliko bawat minuto sa 6 na magkakaibang mga mode ng bilis.
Mga Katangian:
- ang de-koryenteng motor ay ginawa ayon sa isang asynchronous scheme;
- ang reverse ng spindle torsion ay ibinigay;
- salamat sa magnetic starter, kusang pag-on pagkatapos ng pagkawala ng kuryente ay hindi kasama;
- ang aparato ay nilagyan ng papag;
- ang spindle taper ay ginawa ayon sa Morse-3 scheme;
- sa 1 pass, maaari kang gumiling hanggang sa 0.03 cm;
- gumagalaw ang cross at swivel calipers - 11 at 5.5 cm, ayon sa pagkakabanggit;
- spindle radial runout 0.001 cm.



Proma SKF-800 ay maaari ding ituring na isang disenteng solusyon para sa pag-aayos ng isang workshop sa bahay. Ang modelo ay idinisenyo upang gumana sa napakalaking bahagi. Ang isang pares ng tatlong-phase na motor ay nagbibigay ng malakas na metalikang kuwintas. Pangunahing mga parameter:
- haba ng pag-ikot 75 cm;
- diameter ng workpiece sa itaas ng kama - 42 cm;
- kabuuang timbang 230 kg;
- suliran na may butas na 2.8 cm;
- pulgadang thread mula 4 hanggang 120 na mga thread;
- pagkuha ng metric thread mula 0.02 hanggang 0.6 cm;
- stroke ng quill - 7 cm;
- kasalukuyang pagkonsumo - 0.55 kW;
- operating boltahe - 400 V.



Ang MetalMaster X32100 ay sulit ding tingnang mabuti. Ito ay isang unibersal na screw-cutting lathe na may digital display. Ang isang tagapagpahiwatig ng thread ay ibinigay din. Ang aparato ay mahusay na gumagana sa ferrous at non-ferrous alloys. Quill outreach - 10 cm, 18 working speeds ang ibinigay.
Iba pang mga parameter:
- ang cross slide ay tumatakbo sa 13 cm;
- ang coolant pump ay kumonsumo ng 0.04 kW at nagpapatakbo mula sa isang network ng sambahayan;
- ang makina mismo ay nagpapatakbo sa isang boltahe ng 380 V at kumonsumo ng 1.5 kW ng kasalukuyang;
- netong timbang ay 620 kg;
- Ang awtomatikong feed sa longitudinal at transverse na mga eroplano ay ibinigay.



Sa industriyal na produksyon ay nararapat pansin Stalex GH-1430B... Ang makinang ito ay may distansyang center-to-center na 75 cm. Ito ay tumitimbang ng 510 kg at may kakayahang magpabilis mula 70 hanggang 2000 rebolusyon. Kasama sa pangunahing paghahatid ang isang pares ng steady rest at isang pares ng hindi umiikot na center.
Ang mga gear ay gawa sa superior hardened steel.


Ang pagkumpleto ng pagsusuri ay angkop sa modelo ng Jet GH-2040 ZH DRO RFS. Ang makina na ito ay nilagyan ng 12 kW motor. Ang through hole sa spindle ay 8 cm. Ang torsion ay pinananatili sa iba't ibang bilis (24 na posisyon mula 9 hanggang 1600 rpm). Ang tagagawa mismo ay nagbibigay-diin sa pagsunod sa mga espesyal na kinakailangan para sa katumpakan at bilis ng pagproseso ng materyal.


Ano ang dapat isaalang-alang kapag pumipili?
Sa karamihan ng mga kaso, ang pagpili para sa isang home workshop ay ginawa pabor sa mga unibersal na modelo. Hindi sila naiiba sa mataas na teknikal na katangian, gayunpaman, ang mga ito ay simple sa disenyo at maaaring magproseso ng 1 - 2 bahagi sa isang non-serial na batayan. Ang anumang mga manipulasyon ay ginagawa nang manu-mano. Ang kalidad ng pagproseso at ang katumpakan nito ay hindi magiging napakataas.
Dapat itong isipin na mas at mas madalas, sa ilalim ng pangalang "universal machine" nagbebenta sila ng mga simpleng kagamitan na may CNC at direktang pagpapatupad ng kama. Pinapayagan ka nilang maglapat ng mga programang pangkontrol. Ang mga CNC system ay aktibong pinapalitan ang mga lumang unibersal na modelo. Ngunit kahit na sa mga hindi napapanahong mga sample ay mayroong isang dibisyon. Kaya, ang mga makinang pangkopya at mga semiautomatic na makina ay nakayanan ang mga kumplikadong hugis na bahagi; Ang mga modernong halimbawa ng ganitong uri ay may control system.


Ang mas maraming incisors, mas produktibo ang apparatus. Ang CNC multi-cutter turning technology ay angkop para sa mga partikular na operasyon. Ito ay pangunahing ginagamit para sa mga linya ng produksyon ng iba't ibang laki. Sa anumang kaso, dapat mong bigyang pansin ang:
- mga sukat ng mga naprosesong bahagi;
- antas ng katumpakan;
- mga pagpapahintulot sa pagproseso;
- mga uri ng mga naprosesong metal;
- taas ng mga work center
- diameter ng chuck;
- uri ng kama (tuwid o hilig);
- uri ng kartutso;
- buong set;
- mga review tungkol sa modelo.


Kapag gumagamit ng ilang modernong lubricating at cooling fluid, kailangan ang proteksyon laban sa mga ito. Ang sinumang responsableng tagagawa ay nagbibigay para dito. Ang mga screw-cutting machine ay pinili na isinasaalang-alang ang bilang ng mga manipulasyon sa pagtatrabaho at ang kanilang uri. Hindi natin dapat kalimutan ang tungkol sa haba at diameter ng mga workpiece. Ang mas malakas na kama ng makina, mas maaasahan ito; gayunpaman, ang isang aparato na masyadong mabigat para gamitin sa bahay ay hindi sulit. Ang welding connection ay mas gusto kaysa bolting.
Bilang karagdagan, binibigyang pansin nila ang:
- mga paraan ng koneksyon;
- mga parameter ng power supply;
- ang antas ng backlash (o kakulangan nito);
mga pagsusuri ng mga espesyalista.


Pano magtrabaho
Kadalasan ang isang screw-cutting lathe ay ginagamit upang makina ang mga panlabas na cylindrical na ibabaw. Ang katulad na gawain ay isinasagawa sa mga pumasa na mga pamutol. Ang workpiece ay naayos na may inaasahan ng isang sapat na malaking overhang. Ito ay pinaniniwalaan na ang overhang ng 7 - 12 mm sa haba ng bahagi ay sapat na upang iproseso ang mga dulo at gupitin ang bahagi. Kung gaano kabilis ang pag-ikot ng spindle, kung gaano kalalim ang dapat i-cut ng workpiece, ay inireseta sa flow chart.
Ang lalim ng hiwa ay inaayos gamit ang cross feed dial. Pagkatapos ng pag-ikot, sa maraming mga kaso, ang dulo ng workpiece ay pinutol ng iba't ibang mga pamutol. Kinakailangang pangunahan ang passing o scoring cutter hanggang sa mahawakan nito ang dulo. Pagkatapos ito ay kinuha at ang karwahe ay inilipat ng ilang milimetro sa kaliwa. Ang paglipat ng tool nang transversely, ang isang layer ng metal ay tinanggal mula sa dulo.

Sa maliliit na ledge, maaari mong gilingin at gupitin ang metal gamit ang isang paulit-ulit na pamutol. Ang mga panlabas na grooves ay ginawa gamit ang mga slotted cutter. Ang trabaho sa sandaling ito ay dapat na 4 - 5 beses na mas mabagal kaysa sa pag-trim ng mga dulo. Ang incisor ay ginagabayan nang maayos, nang walang labis na pagsisikap, palaging nasa transverse plane. Nakakatulong ang lateral dial na itakda ang lalim ng uka.
Ang mga workpiece ay pinutol gamit ang parehong paraan tulad ng kapag nag-ukit. Ang gawain ay nakumpleto sa sandaling ang kapal ng lintel ay nabawasan sa 2 - 3 mm. Dagdag pa, patayin ang makina, putulin ang bahaging napalaya mula sa pamutol.


Mga tampok sa pag-setup
Ang tamang pag-commissioning at pagsasaayos ay isinasagawa na isinasaalang-alang ang mga nuances ng teknolohikal na proseso. Kapag naka-set up ang makina, 2 o 3 bahagi ang ginagawang makina. Ayon sa kanila, sinusuri nila kung paano sinusunod ang mga parameter na tinukoy sa pagguhit. Kung may mismatch, isasagawa ang muling pagsasaayos. Ang isang mahalagang bahagi ng proseso ng pag-setup ay upang matukoy ang mga tampok ng pag-install at pangkabit ng mga workpiece sa mga tool sa makina.
Kung ang mga vertex ng mga sentro ay hindi nakahanay, ang pagkakahanay ay sinisiguro sa pamamagitan ng paggalaw ng tailstock. Susunod, inilagay ang isang kartutso ng driver. Pagkatapos ay pinili ang pamutol at itakda nang eksakto sa taas ng axis. Ang mga pad ay dapat magkaroon ng mga parallel na ibabaw na may disenteng pagkakagawa.
Hindi ka maaaring gumamit ng higit sa dalawang pad.


Espesyal na sinusuri ang paglalagay ng dulo ng pamutol sa taas ng gitna. Para sa pagsuri, ang pamutol ay dinadala sa gitna na dati nang sinuri para sa taas. Ang sentro mismo ay dapat na naka-install sa tailstock quill. Ang nakausli na seksyon ay dapat na mas maikli - maximum na 1.5 beses ang taas ng baras. Masyadong makabuluhang overhang ng pamutol ay naghihimok ng panginginig ng boses at hindi pinapayagan ang mahusay na pagtatrabaho; ang tool ay dapat na matatag na naayos sa may hawak ng tool na may hindi bababa sa isang pares ng mga bolts na mahigpit na mahigpit.
Ang mga bilog na workpiece ay kailangang i-clamp sa isang self-centering three-jaw chuck. Ngunit kung ang haba ng bahagi ay higit sa 4 na beses ang diameter, kailangan mong kumuha ng chuck na may clamping center o gumamit ng mga machining machine na may drive chuck. Ang mga maiikling non-circular workpiece ay inilalagay gamit ang faceplate o four-jaw chuck. Ang mga bar at iba pang mahaba, maliit na diyametro na bahagi ay dinadaanan sa mga sipi sa spindle. Kapag inaayos ang cutting mode, ang pangunahing pansin ay binabayaran sa bilis ng pangunahing paggalaw at ang lalim ng hiwa; kakailanganin mo ring ayusin ang feed.


Kaligtasan sa trabaho
Kapag kumokonekta kahit sa pinakasimpleng makina, kakailanganin mong gumamit ng mga device para protektahan ang mga de-koryenteng kagamitan. Ang scheme ay pinili na isinasaalang-alang ang mga pangunahing punto ng engineering. Ang independiyenteng operasyon ng screw-cutting lathe ay pinapayagan lamang sa edad na 17 taon. Bago ang pagpasok, kakailanganin mong turuan ang proteksyon sa paggawa. Bukod pa rito, dapat kang masuri para sa mga contraindications; sa panahon ng trabaho mismo, ang mode ng trabaho at pahinga, ang iskedyul ng mga pahinga ay dapat na mahigpit na sinusunod.
Kailangan mong magtrabaho sa isang screw-cutting lathe sa isang cotton suit o semi-overall. Bukod pa rito, kakailanganin mo ng mga leather boots at mga espesyal na baso. Kahit na ang pinakamaingat at maayos na mga manggagawa ay dapat magtago ng isang first aid kit na handa upang harapin ang mga kahihinatnan ng pinsala. Ang pangunahing extinguishing media ay dapat itago sa mga workshop.
Kung may nangyaring aksidente, ang mga serbisyo ng pamamahala at pang-emergency ay agad na inaabisuhan tungkol dito.


Ang lugar ng trabaho ay dapat na panatilihing malinis. Mahigpit na ipinagbabawal:
- i-on ang makina kung sakaling masira ang lupa, sa kaso ng malfunction ng mga hadlang at interlocks;
- ipasok ang mga limitasyon na binalangkas ng bakod;
- alisin ang bakod na ito (maliban sa pagkumpuni ng mga karampatang serbisyo);
- simulan ang trabaho nang hindi sinusuri ang kakayahang magamit ng makina;
- gumamit ng hindi maayos na pag-iilaw ng lugar ng trabaho;
- patakbuhin ang makina nang walang pagpapadulas;
- magtrabaho nang walang headdress;
- hawakan ang mga gumagalaw na bahagi sa panahon ng trabaho;
- umasa sa makina (ito ay nalalapat hindi lamang sa mga manggagawa);
- magpatuloy sa trabaho kung nangyayari ang vibration;
- payagan ang paikot-ikot na mga chips sa mga workpiece o cutter.
Ang lahat ng mga resultang shavings ay dapat na idirekta nang mahigpit palayo sa iyong sarili. Kahit na sa pinakamaikling pagkaantala sa trabaho, ang makina ay dapat na ihinto at de-energized. Kakailanganin din ang pagdiskonekta sa mga mains kung sakaling mawalan ng kuryente. Sa isang de-energized na estado, ang makina ay tinanggal, nililinis at pinadulas. Sa parehong paraan, ang pagtatanggal ay ginawa bago higpitan ang anumang mga fastener.

Hindi pinapayagan na magtrabaho sa mga kagamitan sa pagputol ng tornilyo sa mga guwantes o guwantes. Kung ang iyong mga daliri ay may benda, kakailanganin mong gumamit ng goma na mga daliri. Ang mga workpiece na ipoproseso ay hindi dapat hipan ng naka-compress na hangin. Hindi pinapayagan ang hand braking ng mga bahagi ng kagamitan. Gayundin, hindi mo masusukat ang anumang bagay sa daan ng makina, suriin ang kalinisan, gilingin ang mga bahagi.
Kapag natapos na ang trabaho, pinapatay ang mga makina at de-koryenteng motor, inaayos ang mga lugar ng trabaho. Ang lahat ng workpiece at tool na ginamit ay inilalagay sa ilang partikular na lugar. Ang mga rubbing parts ay lubricated sa dalas na inireseta sa mga tagubilin. Ang lahat ng mga problema ay iniulat kaagad sa pamamahala, sa matinding mga kaso - pagkatapos ng pagtatapos ng shift. Kung hindi man, sapat na upang sundin ang mga tagubilin ng teknikal na data sheet at mga rekomendasyon ng tagagawa.














Matagumpay na naipadala ang komento.