Pagpili ng gun drill

Upang makabuo at makabulag sa mga butas ng napakalalim, ginagamit ang tinatawag na mga baril at baril. Ang mga butas na ginawa ng ganitong uri ng cutting tool ay ginagamit sa iba't ibang uri ng mga bahagi, ang haba nito ay medyo malaki. Halimbawa, maaari itong maging isang crankshaft para sa isang partikular na layunin o isang suliran. Ang isang maginoo na drill ay hindi angkop para sa mga naturang gawain, samakatuwid ang mga baril at baril na drill ay hinihiling sa isang partikular na bahagi ng pang-industriyang produksyon. Isaalang-alang natin nang mas detalyado ang mga tampok ng isang gun drill, kanyon at iba pang mga uri, GOST at pamantayan sa pagpili.

Mga kakaiba
Kung ang haba ng butas na drilled ay katumbas ng limang diameters ng cutting tool, kung gayon ang naturang butas ay maaaring ituring na malalim. Ang paggawa ng malalim at tumpak na mga butas ay isang kumplikadong pamamaraan, na kung saan ay nailalarawan sa pamamagitan ng mataas na lakas ng paggawa at mataas na propesyonalismo ng operator. Sa proseso ng pagbabarena, ang cutting tool ay pinalamig ng isang espesyal na likido na ibinibigay sa nagtatrabaho na lugar ng drill sa ilalim ng presyon.
Ang ganitong komposisyon ng paglamig ay isa sa mga sangkap na bumubuo ng katiyakan ng kalidad ng gawaing isinagawa.


Gun drill para sa tumpak na deep hole drilling mahalagang iposisyon ito nang tama, na may kaugnayan sa gumaganang ibabaw. Upang mapadali ang prosesong ito, ginagamit ang isang tinatawag na jig bushing, hindi nito pinapayagan ang cutting tool na lumihis sa panahon ng operasyon. Kung walang ganoong manggas, maaari kang makalabas sa sitwasyon sa pamamagitan ng unang pagbabarena ng isang butas na may mas maliit na diameter, at pagkatapos ay palawakin ito gamit ang ibang numero ng drill sa mga kinakailangang sukat.

Gumagawa ng mga tool sa pagbubutas ng baril gawa sa mataas na lakas na bakal na haluang metal... Kapansin-pansin na ang naturang cutting tool ay may bilis ng pag-ikot ng 10 beses na mas mabilis kaysa sa bilis ng isang maginoo na drill na ginagamit para sa pagbabarena ng mababaw na mga butas. Ang cutting tool ay ginagamit upang gumawa ng mga butas sa pumping units, sa nozzle body o connecting rod.
Kapag nagtatrabaho sa isang mahabang tool, madalas na lumitaw ang mga paghihirap na nauugnay sa pag-alis ng mga chips na ginugol sa proseso ng pagbabarena, samakatuwid Palaging may panganib na ang drill ay tatakbo sa tinukoy na landas ng pagbabarena. Ang isa pang tampok ng tool na ito ay iyon hindi ito maaaring paikutin sa pinakamataas na bilis, kung ang cutting tool ay hindi nakalubog sa lukab ng workpiece na pinoproseso. Ang ganitong pangangasiwa ay humahantong sa katotohanan na ang gumaganang bahagi ng cutting tool ay inilipat mula sa isang paunang natukoy na landas na kinakailangan para sa tumpak na pagbabarena.


Mga view
Mayroong mga sumusunod na uri ng mga tool sa paggupit na ginagamit upang gumawa ng malalim at napakatumpak na mga butas:
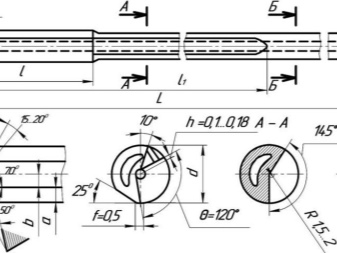
- kanyon - sa gumaganang bahagi ng tool mayroong isang uka na ginawa sa anyo ng titik V; ito ay kinakailangan upang alisin ang mga basurang metal chips mula sa butas;
- ejector - Ang tool na ito ay ginagamit para sa mga makina kung saan ang cutting elemento ay matatagpuan sa pahalang na direksyon;
- riple - isang variant na nilagyan ng carbide steel insert, na matatagpuan sa intermediate at main cutting insert;
- riple - may mga pinagputol na bahagi at ibabaw na gawa sa bakal at matigas na haluang metal;
- riple - kung saan ang mga carbide cutting insert ay naayos sa katawan sa pamamagitan ng paghihinang;
- spiral - pagkakaroon ng isang shank, na ipinakita sa anyo ng isang cylindrical na istraktura.


Ang rifle at cannon boring tool ay mga single-bit na opsyon.Salamat sa kanila, maaari kang mag-drill ng isang butas na ang mga parameter ng diameter ay nasa hanay mula 0.5 mm hanggang 10 cm.
Sa panahon ng operasyon, ang drill ay nagpapainit, maaari itong palamig sa pamamagitan ng pagbibigay ng cutting fluid sa isang espesyal na espasyo na matatagpuan sa loob ng nagtatrabaho na bahagi ng drill. Ang mga gun at gun drill na may carbide cutting insert ay may hugis-kono na gumaganang shank. Ang hugis na ito ay gumagabay sa cutting tool nang mas tumpak sa lugar ng pagbabarena.

Mga pamantayan ng pagpili
Mga dimensional na parameter at teknikal na katangian ng rifle at cannon drilling tool kinokontrol ng mga pamantayan ng GOST, ayon sa kung saan nabibilang ang mga drill na ito sa mahabang serye. Ang paggamit ng drill ay posible lamang sa isang espesyal na makina na idinisenyo para sa malalim na pagbabarena. Kapag pumipili ng disenyo ng drill, kailangan mong isaalang-alang ang kinakailangang mga parameter ng butas - diameter at haba nito. Para sa mataas na kalidad na pagganap ng gawain, ang rate ng feed ng drill, pati na rin ang uri ng buntot nito, ay napakahalaga.


Ang mga pangunahing rekomendasyon na dapat isaalang-alang kapag pumipili ng tool sa pagbabarena ay ang mga sumusunod:
- kapag gumagawa ng isang butas, ang haba nito ay higit sa 400 mm, inirerekumenda na gumamit ng 2 drills na may iba't ibang sukat; una kailangan mong gumamit ng isang tool na ang laki ay 9.95 sa pamamagitan ng 800 mm, at pagkatapos ay ang butas ay pinalawak na may isang drill, ang laki ng kung saan ay bahagyang mas malaki at ay 10 sa pamamagitan ng 400 mm;
- kung ang metal ay gumagawa ng mahabang uri ng chip sa panahon ng pagbabarena, kailangan mong pumili ng isang cutting tool na may mahaba at makintab na mga grooves para sa pagbawi nito;
- kung kinakailangan upang iproseso ang malambot na mga haluang metal, halimbawa, aluminyo, pagkatapos ay isang tool sa paggupit ay dapat gamitin, ang disenyo kung saan ay nagbibigay para sa isang pagputol talim na hasa sa isang anggulo ng 180 °;
- ang nilalaman ng pampadulas sa coolant ay dapat na nasa antas hindi bababa sa 10% ng kabuuang dami ng komposisyon na ito;
- kung pinoproseso ang malambot na materyal, pagkatapos ay kinakailangan upang maabot ang maximum na bilis ng drill sa mga yugto at dapat itong gawin sa 3 hakbang; bilang karagdagan, ang butas ay ginawa din sa mga yugto - una, ang isang pilot drilling ay ginawa gamit ang isang tool ng isang mas maliit na diameter, at pagkatapos ay ang butas ay pinalawak na may isang drill ng kinakailangang laki;
- kapag binabago ang isang diameter ng drill sa isa pa laki, ang pag-ikot ng tool ay maaaring ihinto sa pamamagitan ng pag-on sa loob ng 1-2 segundo ang high-pressure feed ng lubricant-cooling compound; pagkatapos na gawin ang butas ayon sa tinukoy na mga parameter, ang drill ay naka-off, na huminto sa pagbibigay ng isang cooling compound sa butas nito.


Upang piliin ang tamang drill para sa paggawa ng malalim na mga butas, mahalagang isaalang-alang hindi lamang ang mga sukat nito na katumbas ng mga sukat ng butas, kundi pati na rin ang mga katangian ng metal na haluang metal, pati na rin ang uri ng kagamitan sa pagbabarena kung saan isasagawa ang gawain.
Kailangan mong simulan ang trabaho sa pinakamababang bilis ng pag-ikot ng drill, habang mahalaga na matiyak ang supply ng cutting fluid para dito mula sa simula.


Paano mag-drill ng malalim na butas gamit ang HAMMOND gun drills, tingnan sa ibaba.













Matagumpay na naipadala ang komento.