Paano patalasin ang isang metal drill sa bahay?

Anuman ang lumabas na drill - kahit na isang mataas na kalidad - pagkatapos ng daan-daang mga ikot ng pagbabarena ito ay nagiging duller, nawawala ang perpektong hasa na ibinigay sa produkto mismo sa pabrika. Hindi ito magbubutas ng isang perpektong butas na hindi basag-basag hanggang ang drill ay matalas pabalik sa dating talas nito.
Kailan mo dapat patalasin?
Ang drill sharpening para sa metal ay kinakailangan sa mga sumusunod na kaso.
- Tumalon mula sa puntong minarkahan sa tulong ng core.
- Kapag sinusubukang mag-drill nang hindi minarkahan ang hinaharap na butas, ang drill ay hindi nakakakuha sa napiling punto gamit ang dulo ng dulo, ngunit "lumakad", kahit anong pagsisikap ang ginagawa ng master.
- Mayroong isang pagkatalo, katok, ingay sa panahon ng pagbabarena, nagiging isang high-frequency clang. Ang pagkatok at panginginig ng boses ay lumuwag sa drill (o hammer drill). Sa mga mekanika na nasira ng mga blunt drills, hindi ka maaaring mag-drill gamit ang mga bago, binili lang na drills: isang bagong drill ang madalas na masira mula dito.
- Overheating kahit na pagkatapos ng isang minuto ng tuluy-tuloy na operasyon. Ang sobrang pag-init ng high-speed na bakal ay hahantong sa pagkawala ng mga katangian ng lakas nito (katigasan, katigasan), at ang produkto ay magiging angkop lamang para sa gawaing kahoy, at hindi para sa metal.
- Ang mga particle ng metal ay napunit, nawawala ang mga spiral shavings.
Kung ang isa o higit pang mga palatandaan ay natagpuan, ihinto kaagad ang pagbabarena at suriin ang talas ng dulo at spiral na mga gilid.

Mga kinakailangang kasangkapan
Ang alinman sa mga napiling tool, kabilang ang mga nilagyan ng de-koryenteng motor, ay dapat magpatala ng mga produktong bakal (kutsilyo, drill, gunting, atbp.). Ang pangalawang kinakailangan ay panatilihin ang drill na hahasa sa proseso. Kung gaano kabilis at kahusay ang pagpapatalas ng drill ay nakasalalay sa pagtatakda ng kinakailangang anggulo ng paggiling ng labis na layer ng bakal mula sa mga gilid ng dulo at ang bilis ng pagtulak ng produkto patungo sa grinding wheel. Pinapayagan ka ng mga mekanikal na tool sa hasa na magdala ng drill na may diameter na 3-19 mm sa kondisyon ng pagtatrabaho sa loob ng ilang minuto. Ang mga twist drill ay hinahasa sa mga espesyal o kumbensyonal na makina na may de-koryenteng motor at isang simpleng sistema ng feed. Ang ganitong makina ay maaaring tipunin nang nakapag-iisa sa isang garahe - hindi na kailangang bumili ng mga propesyonal na makina; madalas, ang pagtuwid ng punto ng pagbabarena ay itinuwid gamit ang isang file, isang hasa bato o isang bilog.



Bulgarian
Kakailanganin ng master, bilang karagdagan sa electric drive mismo, isang bisyo, kung saan naka-clamp ang nakabukas na produkto.
Ang laki ng butil ng grinding wheel ay pinili upang ang mata ay hindi makita ang mga micro-furrows na iniwan ng mga butil ng mumo ng salamin, na gumiling sa metal.

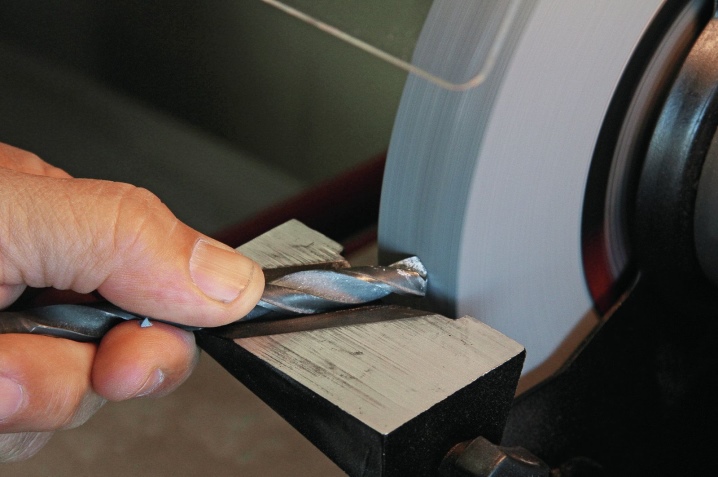
Upang i-on ang isang drill gamit ang isang gilingan, gawin ang mga sumusunod:
- i-clamp ang drill patayo sa isang vice;
- gilingin ang likod na gilid upang alisin ang mga palatandaan ng pagsusuot;
- gilingin ang cutting edge sa isang anggulo ng 120 °.
Huwag hawakan ang drill nang tuluy-tuloy nang higit sa dalawang segundo. Ang mga maikling session ay binubuo sa pag-alis ng manipis, mas mababa sa 1 mm, mga layer ng haluang metal mula sa working edge. Ang drill ay handa nang gamitin muli.

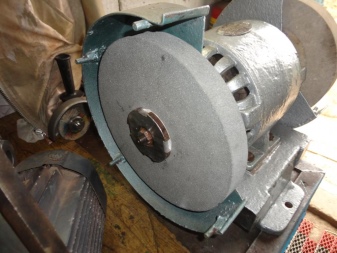
Patalasin
Ang gilingan ay nakikilala sa pamamagitan ng bilis ng paggamit nito, kadaliang kumilos, ngunit ang master ay nagbabayad para sa pag-on sa tulong nito sa panganib ng pinsala. Kahit na ang paglalagay ng isang proteksiyon na takip sa gilingan, may posibilidad na ang gulong ay pumutok, ang tool ay hahantong sa isang maikling jamming sa bilis ng libu-libong mga rebolusyon bawat segundo. Binabawasan ng sharpener ang panganib ng pinsala dahil sa mahigpit na pag-aayos ng makina mismo. Kung imposibleng matukoy ang anggulo ng hasa, inilapat ang isang template ng plastik, na inilalapat sa ibabaw upang gilingin bago simulan ang paggiling. Upang ang may hawak ay hindi pumunta sa gilid, ito ay nakakabit sa isang bolt. Upang i-on ang drill sa isang sharpener, gawin ang sumusunod.
- I-clip ang drill sa lalagyan at i-on ang makina.
- Ilipat ang mga cutting edge sa grinding wheel sa isang anggulo na 120 °.
- Kung may mga notches at dents sa drill, gilingin ang mga ito mula sa lahat ng panig. Sinisira nila ang pagkakahanay ng produkto at pag-drill, na nagiging sanhi ng pag-vibrate ng huli nang hindi kinakailangan.
Ang paggiling ng mga drills na may malaking diameter, dahil sa tumaas na kabuuang kapasidad ng init, ang bakal ay nag-overheat, lumiliko mula sa high-speed hanggang sa maginoo, hindi angkop para sa pagbabarena ng anumang iba pang mga bakal.


Mag-drill bit
Ang drill bit ay nagpapahintulot sa iyo na gumiling ng mga drills para sa metal. Ang scheme ng mga aksyon ay ang mga sumusunod.
- I-install ang adaptor para sa mga maginoo na drill sa drill. Sa isang simpleng electric drill, ito ay malamang na hindi kinakailangan.
- Mag-install ng drill sa butas ng nais na diameter.
- Simulan ang drill at gilingin ang drill sa isang gilid.
- Upang i-on ang pangalawang cutting edge, iikot ang kabilang panig ng drill mula sa parehong dulo.
Ang drill bit ay magpapatalas lamang ng bahagyang mapurol na drill bit.
Ang isang produkto na may mga dents at notches sa cutting edge ay hindi maaaring patalasin gamit ang isang drill.
Ngunit dahil sa medyo mababang gastos - kung ihahambing sa iba pang mga tool - ang pag-drill sa isang nozzle ay mura.




File o file
Ang file ay hindi angkop para sa pagproseso ng high-speed na bakal, na kung saan ay nailalarawan sa pamamagitan ng tumaas na katigasan kumpara sa iba pang mga grado at grado ng mga bakal. Kapag gumagamit ng magaspang o diyamante na pinahiran ng mga bato, mahirap mapanatili ang nais na anggulo ng hasa sa pamamagitan ng kamay. Gumamit ng mga motorized sharpening device.

Teknolohiya
Upang patalasin ang isang drill na may mataas na kalidad, ang ilang mga aparato ay kinakailangan. Maliit man o malaking drill ay hindi mahalaga - pareho ang teknolohiya: ang pangunahing gawain ay ginagawa ng mga cutting edge sa dulo, at ang mga gilid ng spiral na gilid ay nakahanay sa drilled hole, na inililihis ang mga chips sa mga spiral channel.

Ang pinakamadaling paraan upang patalasin ang isang drill ay isang manggas, ang panloob na diameter nito ay katumbas ng diameter sa seksyon ng drill mismo. Ang manggas ay matatag na naayos sa nais na anggulo. Ito ay pinili sa sumusunod na paraan - ang drill ay dapat na malinaw at may pagsisikap na ipasok ang template, nang hindi lumilihis kahit isang degree. Kung ang drill ay lumihis, ang mga incisal na gilid ay hindi makakabawi nang tumpak at magtatapos sa "paglalakad" habang nagtatrabaho. Maaaring kumpletuhin ang manggas gamit ang mga non-ferrous na metal na tubo, ang panloob na diameter nito ay katumbas ng pinakakaraniwang mga halaga ng diameter ng produkto.

Nire-retrofit ng mga dalubhasang manggagawa ang device na ito gamit ang isang bloke ng kahoy, na binaril gamit ang mga drill na may iba't ibang diameter.
Ang template ay may kasamang madaling gamiting tool na nagpapadali sa pagpapakain ng drill sa grinding wheel para sa hasa at hindi pinapayagan ang produkto na lumipat sa tapat na direksyon. Kung mas mahirap ang uri ng kahoy kung saan ginawa ang bar, mas tumpak na itinakda ang anggulo: halimbawa, ang master ay gumagamit ng isang oak bar upang pakainin ang drill, habang ang swing ng drill sa loob nito kapag hasa, ang swing nito ay hindi kasama. . Ang makina - halimbawa, ang parehong whetstone - ay maaaring gawin sa bahay: ang pangunahing bagay ay ang whetstone ay hindi nakasentro, hindi nag-vibrate sa panahon ng operasyon.

Tamang anggulo
Ang anggulo ay tinutukoy ng uri ng bakal o iba pang metal (o haluang metal) kung saan ang mga butas ay na-drill. Kung mas mababa ang katigasan ng metal o haluang metal, mas malaki ang anggulo ng hasa. Kaya, para sa bakal, cast iron at bronze, ang mga workpiece mula sa kung saan kailangang i-drilled, ang sharpening angle ay umabot sa 120 °, para sa plastic at soft alkali metal tulad ng magnesium - 85 °.


Ngunit para sa salamin at porselana stoneware, ang anggulo ay kahit na dumber - 135 °, ang parehong ay kinakailangan para sa malambot na tanso at aluminyo haluang metal.
Ang anumang uri ng puno ay nangangailangan ng 130 °. Ang 115 ° ay sapat para sa hindi kinakalawang na asero. Ang katotohanan ay ang isang madaling nagbubunga ng metal ay bumubuo ng higit pang mga chips sa isang maikling panahon, ang labis na alitan ay nangyayari, ang drill tip ay umiinit nang higit pa at mas mabilis. At ang labis na init ay nagpapabagal dito - kahit na ang tumigas na bakal kung saan ginawa ang drill ay pinainit kapag pinainit. Ang bakal ng produkto ay nawawalan ng katigasan at nagsisimulang mapurol.

Pag-debug
Maaari kang magdala ng rebuildable drill sa bahay sa mga espesyal na grinding wheel na pinagsasama ang magaspang na paggiling ng high-speed na bakal na may pinong butil. Ang mga disc na ito ay naglalaman ng medyo malambot na tagapuno na nag-aalis ng mga magaspang na gasgas, notches at gouges mula sa trabaho. Ang mga ito ay inalis nang hindi binabago ang hugis ng mga cutting edge. Ang mga disc na ito ay inilalagay sa isang gilingan o drill, at ang drill ay naka-clamp sa isang hiwalay na clamp o sa isang vice. Kung ang pagproseso na may mga gulong ay naging magaspang, ang produkto mismo ay giniling na may umiikot na emery wheel.

Pagsusulit
Ang isang mabilis na pagsusuri ng tamang hasa ay nakakamit sa pamamagitan ng isang espesyal na template na sumusukat sa haba ng mga gilid ng pagputol, ang lokasyon ng dulo, ang anggulo ng bevel ng mga channel ng outlet sa drill at ang halaga ng anggulo ng longitudinal gilid.

Undercut
Kung ang 10 mm drill ng master ay mapurol, pagkatapos ay ang produkto ay patalasin mula sa gilid ng nangungunang gilid. Ang gawain ay upang madagdagan ang anggulo ng cutting edge at bawasan ang bevel ng nangungunang gilid, pagpapaliit ng transverse edge.
Ang huli ay magbibigay-daan sa metal o haluang metal sa workpiece na mas aktibong masimot sa gitna ng butas.
Pinipigilan nito ang pinabilis na pagkasira ng pinakamaliit na butil ng bakal mula sa punto, na nangangahulugan na pinalawak nito ang buhay ng serbisyo ng drill, ginagawang posible na mag-drill nang mas mabilis at higit pa. Ang produkto ay karagdagang dinurog sa isang maliit na anggulo ng clearance, na binabawasan ang frictional force sa mga hiwa na butas.


Mga rekomendasyon
Ang mga ordinaryong drills ay hinahasa gamit ang kanilang sariling mga kamay sa isang simpleng sharpener, isang lagari na may malaking grinding disc, isang gilingan o isang drill na may nozzle. Ngunit para sa mga korona, maaaring kailanganin ang isang espesyal na makina. Sa katotohanan ay ang korona ay may axis - ang pangunahing drill, na isang karaniwang produkto. At kung ito ay tumalas sa isang simpleng paraan, kung gayon ang may ngipin, tulad ng saw na gilid ng korona ay mangangailangan ng mga kondisyon ng makina. Ang parehong ay totoo para sa cone-stage drills.

Huwag patalasin ang mga drill na walang proteksiyon na takip at screen - ang pagkalat ng bakal na alikabok ay mapanganib sa mata. Maramihang pinsala sa mata, ang pagbara sa mga shavings ay puno ng mga paghihirap sa kanilang pagkuha.
Sa pinakamasamang kaso, dahil sa pagkalasing sa bakal na kinakalawang sa isang maalat na kapaligiran, ang isang tao ay madaling mawala ito. Mag-ingat na huwag mag-drill sa kisame nang walang helmet - nahuhulog din ang mga nahuhulog na shavings sa hindi protektadong mga mata.
Kunin ang tamang anggulo para sa iyong undercut. Ang masyadong "flat" na drill ay hindi mag-drill ng bakal, masyadong "matarik" - kahoy, aluminyo, tanso, magnesiyo, plastik. Ang isang maling anggulo ay maaaring maging sanhi ng pag-wiggle ng drill at ang butas ay lilipat, o ito ay masisikip at masira.
Huwag mag-drill gamit ang ordinaryong high speed na bakal sa salamin, porselana na stoneware, granite, keramika, mataas na lakas na luad. Para sa mga materyales na ito, mayroong tinatawag na panalo. Ang haluang metal ng Pobeditovy ay higit na nalampasan ang mataas na bilis ng bakal sa lakas. Huwag subukang mag-drill sa pamamagitan ng tempered glass - agad itong gumuho.
Huwag patalasin ang mga matagumpay na drill gamit ang plain emery at vitrified stone circles. - para sa mga produktong ito mayroong isang brilyante, tulad ng mga bilog na kung saan sila ay naggupit ng bato, ladrilyo at matigas na bakal. Gumiling ng mga matagumpay na drill sa mababang bilis.

Huwag painitin nang labis ang drill kapag lumiliko - ang sobrang init na bakal ay makakaranas ng tempering at magiging mas malala. Hindi na siya titigasan o magiging high-speed (instrumental).
Huwag palamigin ang isang red-hot chiselled drill bit sa tubig o iba pang malamig na likido - ito ay tumagos sa mga microcrack mula sa matalim na paglamig. Sa unang pagtatangka na mag-drill ng workpiece, ang produkto ay agad na masira.
Huwag ilihis ang drill kapag lumiliko. Ang pinakamaliit na pag-aalaga - kahit na sa isang antas - ay hahantong sa hindi pantay na pag-ikot, magaganap ang panginginig ng boses, masira ang drill mismo at maluwag ang gearbox at drill motor.
Ang mga haba ng mga cutting edge ay naiiba sa bawat isa hanggang sa 0.3 mm. Ang limitasyong ito ay sinusunod kapag pinipihit ang maliliit na diameter drills.

Ang haba ng nagtatrabaho bahagi ay hindi dapat mas mababa sa isang sentimetro. Kung ang drill break sa kalahati at bahagi ng cutting area ay itinapon, pagkatapos ay huwag gumiling drills, na ang nagtatrabaho seksyon ay ngayon mas mababa sa isang sentimetro.
Ang mga carbide-tipped drill (hal. Pobedit, diamond-tipped) ay hinahasa gamit ang parehong mga tool tulad ng solid-made drills na ginawa mula sa parehong mga materyales.
Gaano kadaling patalasin ang isang drill, tingnan sa ibaba.













Matagumpay na naipadala ang komento.