Lahat tungkol sa mga drills sa hasa
Ang mga propesyonal sa konstruksiyon ay patuloy na nakikitungo sa iba't ibang uri ng mga drill na nagiging mapurol sa paglipas ng panahon. Ang mahinang kalidad ng mga elemento ng pagputol ay hindi na magagamit pagkatapos ng ilang buwan. Ang mga mamahaling sample na may brand ay nagsisilbi sa kanilang mga may-ari nang higit sa isang dosenang taon. At ito ay ang kanilang mga builders na hindi nais na mawala, ngunit ipadala ang mga ito upang patalasin. Sa prinsipyo, ito ang tamang desisyon, gayunpaman, kailangan mong magbayad ng maraming pera upang maibalik ang estado ng isang mapurol na drill. At upang hindi mawalan ng laman ang iyong pitaka, maaari mong gamitin ang mga rekomendasyon para sa pagpapatalas ng iyong sarili.


Mga pangunahing tuntunin
Hindi napapansin ng mga gumagamit ng drill isang beses sa isang taon na nawawala ang talas nito. Ngunit sa diskarteng ito, sa isang punto, hindi ito gagawa ng butas. At pagkatapos ay kailangan mong gumawa ng isang independiyenteng desisyon - alinman sa pagbili ng isang bagong drill, o upang ibalik ang isang mapurol.


Ang mismong proseso ng hasa sa propesyonal na kagamitan ay hindi nangangailangan ng pagsisikap ng tao, na hindi masasabi tungkol sa pagpapanumbalik ng talas gamit ang iyong sariling mga kamay. Gayunpaman, bago magpatuloy sa isang detalyadong kakilala sa mga patakaran ng hasa at ang mga intricacies ng proseso, kinakailangan upang malaman ang mga palatandaan na ang drill ay malapit nang hindi magamit:
- ang elemento ng pagputol ay napakainit;
- lumilipad ang maliliit na metal shavings mula sa ilalim ng gilid;
- ang ingay mula sa nagtatrabaho drill ay nagiging maraming beses na mas malakas.

Ang partikular na pansin ay dapat bayaran sa huling tampok. Ang alitan sa pagitan ng mapurol na gilid ng mga twist drill at ang ibabaw na bubutasan ay tumataas, na nagreresulta sa hindi pangkaraniwang malakas na ingay. Sa ganoong sitwasyon, kinakailangan na agad na huminto sa pagtatrabaho, kung hindi man ang elemento ng pagputol ay magpapainit, ang istraktura nito ay magbabago, kaya't hindi ito posible na maibalik ang drill.

Dagdag pa, iminungkahi na pamilyar sa ilan sa mga patakaran at tagubilin ng mga bihasang manggagawa na nakikibahagi sa regular na pagpapatalas ng mga mapurol na mga tip sa pagsentro.
At kung ano ang kapansin-pansin, mula sa impormasyong inaalok, nagiging malinaw na maaari mong ibalik ang drill gamit ang iyong sariling mga kamay.

Ang proseso ng drill sharpening ay nangangailangan ng espesyal na kagamitan. Sa kasong ito, pinag-uusapan natin ang tungkol sa mga grinding machine at mga attachment para sa mga drills at hammer drill. Ang sharpening machine ay isang aparato na nilagyan ng hasa ng bato. Ang mga drill bit at martilyo ay may hindi pangkaraniwang mga hugis ng tip. Kadalasan sa mga pribadong bahay mayroong isang miniature sharpening machine, dahil ang aparatong ito ay maaaring gamitin upang patalasin hindi lamang ang mga drills.

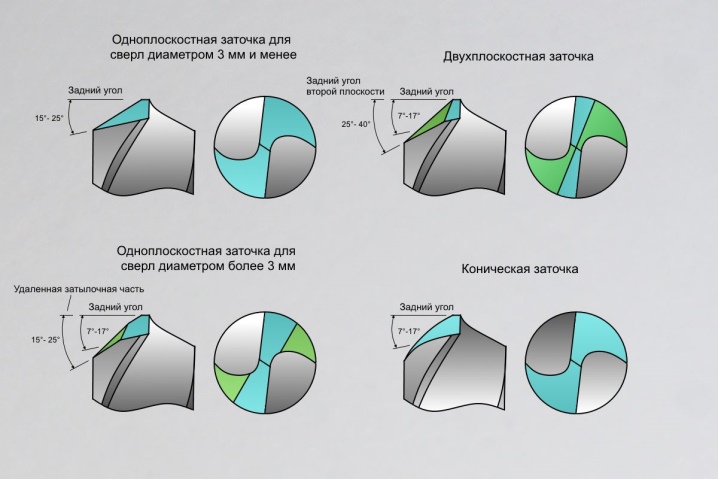
Ang teknolohiya ng hasa ay depende sa uri ng drill. Ngayon, may mga conical, screw, cylindrical, single-plane at double-plane cutting elements na ibinebenta. Ang bawat isa sa mga ipinakita na uri ng mga elemento ng pagputol ay nangangailangan ng isang espesyal na diskarte sa hasa, ngunit ang karaniwang bagay sa pagitan ng mga ito ay na ang mga hulihan na gilid lamang ang pinatalas.

Napakahirap gawin ito nang manu-mano, ngunit posible. Lalo na pagdating sa maliliit na specimens. Ang mga maliliit at manipis na mga drill ay palaging pinatalas sa pamamagitan ng kamay, salamat sa kung saan pinupuno ng isang tao ang kanyang kamay sa kasanayan sa hasa at pagkaraan ng ilang sandali ay maaaring ayusin ang mga elemento ng pagputol ng malalaking sukat.

Ang mga single-plane drill ay naiiba sa kanilang mga katapat sa pamamagitan ng pagkakaroon ng isang eroplano lamang. Ang anggulo ng pagkahilig ng sharpness ayon sa karaniwang mga saklaw mula 28-30 degrees. Ito ang bahaging ito na nagpapahiram sa sarili sa pagpapanumbalik. Ang beveled plane na ito ay dinadala sa isang hindi aktibong grindstone.Kung ang bato ay umiikot, malaki ang posibilidad na ang drill ay makakakuha ng maling anggulo. Ang dalawang-plane drills ay hinahasa sa katulad na paraan. Ang pagkakaiba lamang sa proseso ng hasa ay ang pangangailangan na iproseso ang dalawang eroplano.

Mahalagang maging maingat sa pagpapanumbalik ng mga tapered drill. Ang tapered na hugis ng gilid ay hindi dapat labagin. Iyon ang dahilan kung bakit ang drill ay kailangang dalhin sa isang umiikot na grindstone, pindutin ang elemento ng pagputol at gumamit ng mga paggalaw ng oscillatory upang patalasin ang kono. Ang pangunahing bagay ay hindi alisin ang drill mula sa bato at isakatuparan ang buong pamamaraan sa isang ugnay.
Ang isang mahalagang tuntunin ng hinlalaki kapag hasa drills ay upang mapanatili ang hugis ng gilid. Hindi lihim na hindi ito posible sa bawat kaso. Lalo na pagdating sa sharpening drills na may diameter na 10 mm o mas mababa. Gayunpaman, para sa ganitong uri ng elemento ng pagputol, mas mainam na mapanatili lamang ang anggulo ng clearance.

Tulad ng para sa mga drills na may diameter na higit sa 10 mm, pinapayuhan ng mga propesyonal sa paggiling na patalasin hindi lamang ang mga gilid ng mga eroplano, na isinasaalang-alang ang hawak na anggulo, kundi pati na rin ang mga eroplano sa harap, na makabuluhang nagpapabuti sa mga teknikal na katangian ng istraktura. Ang paghahasa na ito ay magiging mas epektibo sa gawaing pagbabarena.

Dahil sa tamang hasa ng rake plane, ang anggulo ng pagputol ng bahagi ng drill ay nagiging mas malaki, na makabuluhang pinatataas ang tibay ng elemento ng metal. Bukod sa, ang nakahalang haba ng gilid ay nagiging mas maliit, dahil sa kung saan ang produkto ay hindi pinutol ang butas, ngunit mga scrapes.

Pagkatapos ng pamamaraan ng hasa, kinakailangan na i-fine-tune ito. Sa madaling salita, alisin ang mga burr na dulot ng mekanikal na pagkilos ng grindstone. Para sa hasa ng pabrika, ang pamamaraang ito ay lubhang mahalaga. Kaya, posible na madagdagan ang antas ng wear resistance ng cutting element. Sa bahay, hindi laging posible ang fine-tuning, gayunpaman, kung mayroong mga kinakailangang device, hindi mo maaaring laktawan ang pamamaraang ito.

Para sa pagtatapos ng bahay, kinakailangang gumamit ng silicon carbide o elbor stone. Maaari silang mabili sa anumang merkado ng konstruksiyon. Ang Silicon carbide na bato ay berde ang kulay. Sa isip, dapat kang gumamit ng kopya ng grade 63C na may grit index na 6 at isang hardness na M3-CM1. Kung ang pagpipilian ay nahulog sa isang bato mula sa Elbor, kinakailangan na kumuha ng ispesimen na may index ng butil sa hanay na 6-8. Mahalagang bigyang-pansin na ang ipinakita na mga bato para sa pagtatapos ay dapat gawin sa isang bakelite bond.

Ang espesyal na pansin ay dapat bayaran sa mga step drill. Maaari silang mabili sa merkado bilang mga solong item o bilang isang kit. Ang diameter ng ginawang mga step drill ay mula 4 hanggang 21 mm. Ang mga step drill ay may mataas na kalidad at wear resistance, ngunit maging ang mga cutting element pattern na ito ay nagiging mapurol. At, sa kasamaang-palad, ang pagpapanumbalik ng dulo ng drill ay posible lamang sa ilang mga modelo.

Kung pinag-uusapan natin ang isang matagumpay na drill, ang isang brilyante na gulong ay dapat gamitin para sa hasa.

Mga uri
Sa modernong merkado, makakahanap ka ng mga twist drill, flat at center na mga modelo:
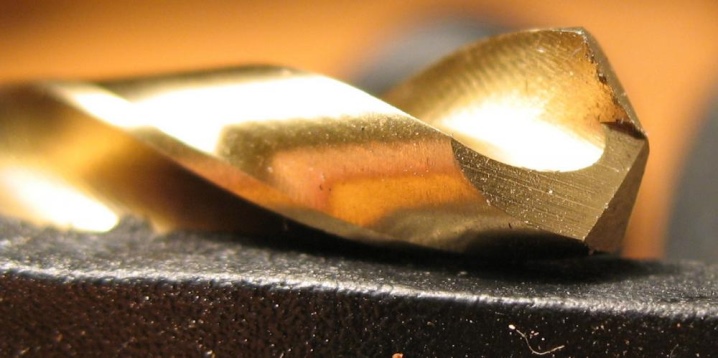
- ang mga elemento ng spiral, ayon sa kanilang pangalan, ay naiiba sa hugis ng spiral ng mga gilid;
- ang mga flat na produkto ay idinisenyo para sa paggawa ng malalim na mga butas ng malalaking diameter;
- center drills ay ginagamit sa gitna ng mga elemento.



Ang lahat ng ipinakita na mga uri ng mga drill ay nagiging mapurol sa paglipas ng panahon. Ang pagbabawas ng sharpness ng cutting element ay nakakasagabal sa construction work. Nangangahulugan ito na ang produkto ay kailangang ibalik.

Sa ngayon, 5 uri ng drill sharpening ang binuo. Ang bawat indibidwal na pamamaraan ay tumutugma sa uri ng materyal ng elemento ng pagputol at ang mga detalye ng operasyon nito.
- "H" - ang ganitong uri ng hasa ay pangkalahatan. Gayunpaman, ginagamit ito para sa pagpapanumbalik ng mga drills na may maximum na diameter na 12 mm.
- "NP" - sa kasong ito, ang hasa ng maikling crossbars ay ginaganap.
- "NPL" - isang uri ng hasa ay nagsasangkot ng pagpapahaba ng nakahalang gilid at lapad ng tape.
- "DP" - sa propesyonal na larangan, ang ganitong uri ng hasa ay tinatawag na "doble". Bilang karagdagan sa nakahalang gilid, 4 pang mga gilid ang nabuo sa anyo ng mga sirang linya.
- "DPL" - ang paglalarawan ay katulad ng ika-4 na paraan ng hasa, tanging ang hasa ng tape ang idinagdag.
Patalasin ang anggulo
Tulad ng nabanggit dati, bago simulan ang hasa ng drill, kinakailangan upang kalkulahin ang tamang anggulo para sa pagpapanumbalik ng elemento ng pagputol. Para sa kaginhawaan ng paghahanap ng tamang tagapagpahiwatig, ang isang espesyal na talahanayan ay binuo, kung saan sa ika-1 haligi ang antas ng pagkahilig na may isang digital na halaga ay ipinahiwatig, at sa ika-2 - ang materyal na inilaan para sa pagbabarena.

|
Naprosesong materyal |
Patalasin ang anggulo |
|
Bakal, cast iron, bronze |
115-120 |
|
tanso |
120-130 |
|
tanso |
120 |
|
aluminyo |
130 |
|
Mga keramika, granite |
130 |
|
Kahoy |
130 |
|
Salamangka |
80 |
|
Silumin |
90-100 |
|
Plastic |
90-100 |
Ang isang maling anggulo ng pagliko ay magiging sanhi ng pag-init ng drill at ang power tool sa panahon ng operasyon. At ang kalidad ng butas na drilled ay bumaba nang malaki.

Mga kinakailangan sa tool
Sa mga kondisyong pang-industriya, ang hasa ay isinasagawa sa mga dalubhasang kagamitan bilang pagsunod sa mga regulasyon sa kaligtasan. Gayunpaman, para sa mga domestic na layunin, maraming iba pang mga aparato ang naimbento at binuo:
- isang mekanismo na nilagyan ng isang hasa bato;
- makina na konektado sa mains;
- gilingan at drill (gayunpaman, ginagamit lamang ang mga ito sa kawalan ng mahigpit na mga kinakailangan para sa anggulo ng hasa);
- mga tip sa pagpapatalas para sa mga drills.




Nag-aalok ang bawat indibidwal na device ng mataas na antas ng performance, katumpakan ng anggulo at kadalian ng paggamit. Mayroon silang isang napaka-maginhawang sistema ng kontrol na kahit isang baguhan ay maaaring hawakan. Ang isa pang karagdagang bentahe ng ipinakita na mga pagpipilian para sa mga aparato sa bahay ay ang kanilang mababang gastos at maliit na sukat.

Sa isip, kailangan mong patalasin ang mga drill gamit ang isang gilingan. Gayunpaman, sa kawalan ng kagamitang ito, maaari mo lamang gamitin ang disc mula dito. Ang pangunahing bagay ay ang laki ng butil ng emery wheel ay nakakatugon sa mga kinakailangan. Ang bilog na emery ay dapat na maayos sa isang drill o sander. Inirerekomenda na gumamit lamang ng isang gilingan bilang isang huling paraan.
Mahalagang tandaan na maraming mga panganib sa kalusugan na nauugnay sa mga elemento ng paggupit ng hasa. Samakatuwid, bago simulan ang trabaho, dapat mong protektahan ang iyong mga mata sa pamamagitan ng pagsusuot ng mga espesyal na baso. Ang isang mangkok ng malamig na tubig ay dapat ilagay sa tabi ng drill na patalasin, kung saan ang cutting elemento ay palamig.

Paano patalasin ang iba't ibang mga drills?
Ayon sa mga eksperto, ang isa ay dapat magsimula ng isang independiyenteng pagsasanay ng mga sharpening drill na may mga produkto ng pagputol na may diameter na higit sa 10 mm. Ang anggulo ng hasa para sa mga naturang elemento ay 120 degrees. Pagkatapos ng pamamaraan, ang harap ng drill ay dapat na simetriko. Kung ang isang error ay nangyari sa panahon ng hasa, maaari itong itama kaagad.
Sa ilang distansya mula sa cutting edge, mayroong tinatawag na flank surface. Dapat itong nasa loob ng 1-1.5 mm ng cutting edge pababa.

Dagdag pa, iminungkahi na gawing pamilyar ang iyong sarili nang mas detalyado sa teoretikal na bahagi ng proseso ng paghasa ng do-it-yourself. Una sa lahat, kailangan mong gumawa ng ilang paghahanda. Sa ibabaw ng grindstone, gumuhit ng isang linya parallel sa pag-ikot ng axis gamit ang isang itim na felt-tip pen.
Susunod, kailangan mong ilagay nang tama ang drill. Dapat itong panatilihing malinaw nang pahalang. Sa kasong ito, ang mga marka na ginawa gamit ang isang felt-tip pen ay matatagpuan nang bahagya sa itaas ng axis ng pag-ikot. Kaya, ang pahaba na bahagi ng tool, na matatagpuan nang pahalang, ay iikot sa kaliwang bahagi ng humigit-kumulang 30 degrees, na titiyakin na ang kinakailangang anggulo ng hasa ay nakuha.

Ngayon ay maaari kang lumipat mula sa teorya hanggang sa pagsasanay. Ang isang drill na may isang mapurol na tip ay kinuha. Susunod, kailangan mong hanapin ang tamang posisyon ng tool. Sa una, ang isang panig ay pinatalas, at pagkatapos ay ang isa pa. Sa anumang kaso dapat kang magmadali. Ang trabaho ay dapat magpatuloy nang may lubos na pangangalaga.Kung biglang uminit ang matalas na gilid at nagiging pula, kailangan mong isawsaw ang drill sa isang lalagyan ng tubig. Pagkatapos palamigin ang cutting element, maaari kang magpatuloy sa pagtatrabaho.
Ang pagkakaroon ng tapos na hasa ang knocked-down drill, kailangan mong suriin ang resulta. Para sa mga ito, ang isang drill ay kinuha, isang sharpened tool ay ipinasok sa chuck. Pagkatapos ay maaari mong subukang mag-drill ng bakal na ibabaw na 8 mm ang kapal. Kung ang mga butas ay maaaring drilled nang walang kahirapan, kung gayon ang proseso ng hasa ay tama.



Sa katunayan, maraming mga paraan upang patalasin ang mga elemento ng pagputol. At ang bawat hiwalay na paraan ay ipinapalagay ang pagproseso ng mga drills para sa iba't ibang mga materyales. Para sa aluminyo, tanso at kahit na hindi kinakalawang na asero, ang mga twist drill ay ginagamit, na pinatalas ayon sa unibersal at dobleng "paraan". Ang paghahasa ng drill para sa spot welding ay ginagawa gamit ang isang gilingan. Ang mga maliliit na drill na may diameter na mas mababa sa 4 mm ay pinatalas ng eksklusibo sa pamamagitan ng kamay. Sa pamamagitan ng paraan, kung kinakailangan, maaari mong patalasin ang lumang drill para sa pamutol sa iyong sarili.
Sa kasamaang palad, hindi lahat ay nagtagumpay sa pagpapatalas ng isang mapurol na drill sa unang pagkakataon gamit ang kanilang sariling mga kamay... Ngunit sa kaunting pasensya, makakamit mo ang isang positibong resulta.


Sa kongkreto
Sa mga kongkretong drills, tanging ang likurang ibabaw lamang ang pinatalas. Para sa pagpapanumbalik, dapat gamitin ang two-plane o tapered na paraan.
Una kailangan mong maging pamilyar sa paraan ng pagpapatalas ng korteng kono. Ang elemento ng pagputol ay kinakailangang maipasok sa prisma ng gilingan, na gumagalaw sa paligid ng axis nito. Susunod, i-configure ang mga parameter. Ang axis ng taper ay dapat magkaroon ng anggulo na 45 degrees sa axis ng drill. Ito ay nananatiling lamang upang i-activate ang aparato at maghintay hanggang sa katapusan ng trabaho. Ang conical na paraan ay ginagamit upang lumikha ng isang matalim na pagtaas sa anggulo ng clearance ng elemento ng pagputol.

Upang i-automate ang proseso, inirerekumenda na gamitin ang paraan ng tornilyo. Ito ay nailalarawan sa pamamagitan ng mga pasulong na paggalaw na naaayon sa pag-ikot ng nakakagiling na gulong. Kapansin-pansin, pinapayagan ka ng pamamaraang ito na sabay na patalasin ang harap at likurang sulok ng elemento ng pagputol.

Kahoy
Una sa lahat, kailangan mong tandaan na ang proseso ng trabaho na ito ay napaka-kumplikado. Sa unang pagkakataon na walang makapagpapatalas ng wood drill ng tama. Upang simulan ang pagpapanumbalik sa sarili ng naturang elemento ng pagputol, dapat kang magsanay sa isang pagod na instrumento.
Ang pangunahing kahirapan ng trabaho ay na kahit isang maling paggalaw ay maaaring humantong sa pinsala sa drill. Iyon ang dahilan kung bakit kinakailangan na malinaw na sundin ang mga iniresetang tagubilin:
- isang lalagyan na may tubig ay dapat ilagay sa tabi ng lugar ng trabaho;
- ito ay mahalaga upang makakuha ng isang anggulo ng 45 degrees;
- ang mga drill ay dapat gaganapin sa gilid ng disc;
- para sa proseso ng hasa upang maging maayos, kailangan mong ilagay ang elemento ng pagputol sa washer;
- ang mga gilid ay kailangang bahagyang nakatago ng ilang milimetro at subaybayan ang kanilang kapantay;
- kapag ang proseso ng hasa ay lumalapit sa lohikal na konklusyon nito, kinakailangan na pabagalin ang bilis ng makina;
- sa pagtatapos ng trabaho, kinakailangan na palamig ang elemento ng pagputol at suriin ang pagganap nito.

Para sa metal
Ang prinsipyo ng hasa ng drill para sa metal ay hindi partikular na mahirap, ngunit nangangailangan pa rin ng pasensya. Sa iyong kaliwang kamay, kailangan mong kunin ang tool at hawakan ito sa tabi ng nagtatrabaho base. Sa iyong kanang kamay, kailangan mong kunin ang buntot ng drill at simulan ang pag-ikot ng disc. Ang hulihan na bahagi ng gilid ay dinadala hanggang sa umiikot na bahagi. Sa magaan na presyon, kailangan mong i-on ang drill. Kasabay nito, panatilihin ang naaangkop na slope sa lahat ng oras. Napakahalaga na ang mga cutting edge ay may parehong haba at magkaparehong mga anggulo.
Ito ay nananatiling lamang upang suriin ang sharpened drill.

Ang isang madaling paraan upang patalasin ang isang drill ay nasa video sa ibaba.













Matagumpay na naipadala ang komento.