Kagamitan para sa paggawa ng mga briquette ng gasolina
Ang mga briquette ng gasolina ay isang espesyal na uri ng gasolina na unti-unting nagiging popular. Ang mga pellet ay ginagamit para sa pagpainit ng mga pribadong gusali at mga gusaling pang-industriya. Ang mga produkto ay kaakit-akit dahil sa kanilang abot-kayang presyo at mahusay na mga katangian ng pagganap. Ito ay nagkakahalaga ng pagsasaalang-alang nang mas detalyado ang mga tampok ng paggawa ng mga briquette at mga uri ng kagamitan.

Mga Tampok ng Extruder
Upang magsimula, ito ay nagkakahalaga ng pag-uunawa kung ano ang Eurowood. Ito ay isang ganap na environment friendly na uri ng gasolina, ang materyal kung saan ginagamit:
- logging waste, na kinabibilangan ng sawdust, maliliit na shavings, bark at mga dahon, ay madalas ding gumagamit ng mga karayom na natitira sa woodworking;
- basura mula sa mga negosyo na nagpoproseso ng mga produktong pang-agrikultura;
- dayami, tambo, maliliit na bahagi ng mga pit na lupa;
- mga dumi ng ibon, na nabuo sa maraming dami 1-2 beses bawat panahon.


Ang mga bentahe ng pinahusay na gasolina ay kinabibilangan ng isang mababang nilalaman ng abo, isang mahabang buhay ng serbisyo at isang pagbawas sa mga paglabas ng carbon dioxide ng mga 10-15 beses. Ang paggawa ng mga briquette ng gasolina ay isang modernong teknolohikal na proseso, kung saan posible na idikit ang mga particle nang magkasama.
- Una, ang hilaw na materyal ay lubusang nililinis, inaalis ang mga impurities. Gayundin sa yugtong ito, ang paunang pagdurog ng basura ng kahoy sa maliliit na particle ay isinasagawa.
- Susunod, ang materyal ay tuyo. Mahalagang ibaba ang moisture reading sa 8-12% para makuha ang ninanais na resulta.
- Ang basura ay dinurog muli upang makakuha ng mas pinong mga praksyon, na magiging mas madaling i-compress.
- Ang ika-apat na yugto ay nagsasangkot ng pagproseso ng mga hilaw na materyales na may singaw upang mapataas ang moisture index sa ilang mga halaga.
- Pagkatapos lamang nito ay sinimulan nilang pinindot ang materyal sa pamamagitan ng paggamit ng mga extruder - mga espesyal na pag-install.
- Pagkatapos ang mga natapos na briquette ay pinalamig at tapos na ang pagpapatayo ay isinasagawa.
Ang huling yugto ay binubuo sa packaging ng mga resultang produkto.


Ngayon higit pa tungkol sa extruder. Ito ay isang makina kung saan posible, sa pamamagitan ng paglambot o pagtunaw, upang bigyan ito ng kinakailangang hugis. Ang proseso ay ang pagpilit ng naka-compress na masa sa pamamagitan ng mga butas na ibinigay.
Ang mga pangunahing elemento ng istruktura ng press ay nakalista sa ibaba.
- Panghalo. Nagbibigay ng epektibong paghahalo ng ilang uri ng mga hilaw na materyales at nagbibigay-daan sa iyo upang makakuha ng isang homogenous na timpla.
- Matrix. Sa tulong nito, posible na bigyan ang hilaw na materyal ng kinakailangang hugis.
- Suntok. Nagbibigay ito ng presyon sa orihinal na timpla.
- Isang gumaganang mekanismo na nilagyan ng drive. Kinakailangan na i-convert ang elektrikal na enerhiya sa mekanikal na enerhiya, na isang puwersa ng compression.
- Stnina. Ang base kung saan nakatayo ang natitirang mga elemento ng istruktura.
Kasama rin sa extruder ang isang pabahay, isang elemento ng pag-init, isang tornilyo at isang ulo para sa pagbuo ng mga briquette ng isang tiyak na hugis.
Ang press ay isang espesyal na apparatus sa tulong kung saan ang mga briquette ay ginawang compact at angkop para sa pangmatagalang imbakan at paggamit.
Mga uri ng pagpindot
Gumagawa ang mga tagagawa ng iba't ibang uri ng mga makina para sa paggawa ng mga briquette ng gasolina. Ayon sa prinsipyo ng operasyon, ang mga yunit ay nahahati sa dalawang uri.
- Mga paulit-ulit na pag-install ng briquette. Sa kasong ito, ang kagamitan ay inuulit ang parehong ikot: naglo-load ito ng mga hilaw na materyales, nag-compress at naglalabas ng tapos na produkto mula sa amag. Ang bilang ng mga pag-uulit ay hindi limitado.
- Patuloy na pagkilos. Ang mga extruder ay kabilang sa kategoryang ito. Ang proseso ng paggawa ng mga briquette ay nagaganap sa pamamagitan ng pagdaragdag ng mga hilaw na materyales sa pag-install, na sinusundan ng pagpilit ng produkto. Gayundin, ang kagamitan ay may pananagutan sa pagputol ng mga bar.


Sa turn, ang mga extruder ay nahahati din sa iba't ibang grupo.
Manwal
Ang mga mini-press na ito ay kumakatawan sa isang simpleng istraktura ng mga elemento ng bakal, na kinabibilangan ng:
- Pindutin ang form;
- bahagi ng suporta;
- piston;
- hawakan.
Kung kinakailangan, ang naturang extruder ay maaaring tipunin ng iyong sarili. Ang mga bentahe ng kagamitan ay kinabibilangan ng magaan na timbang at kadalian ng transportasyon. Ang yunit ay mas angkop para sa pagtatrabaho sa maliliit na volume.


Haydroliko
Ang mga ito ay nakikilala sa pamamagitan ng pagkakaroon ng isang piston pump, sa pamamagitan ng operasyon kung saan posible na ayusin ang pagganap ng pag-install. Kasama rin sa disenyo ang isang de-koryenteng motor at isang tangke na naglalaman ng hydraulic oil. Mga tampok ng makina:
- hindi tuloy-tuloy na paraan ng paggawa ng mga briquette;
- paglikha ng isang pagsisikap para sa pagpindot ng karbon o iba pang mga hilaw na materyales sa pamamagitan ng pagbomba ng langis sa isang espesyal na lukab;
- mataas na tiyak na presyon - hanggang sa 1500 kg / cm2.
Upang makakuha ng mga briquette, ang hilaw na materyal ay ikinarga sa pindutin sa mga paunang nakalkulang bahagi. Pagkatapos ng compression, ang makina ay naglalabas ng mga natapos na pellets. Ang pangunahing bentahe ng hydraulic machine ay ang mababang gastos nito. Napansin din ng mga tagagawa ang posibilidad ng paggawa ng mga briquette sa anyo ng mga brick, na lubos na nagpapadali sa transportasyon at pag-iimbak ng materyal. Kabilang sa mga minus, mayroong isang maliit na pagganap.


Shock-mechanical
Idinisenyo para sa pagbuo ng mga briquette ayon sa prinsipyo ng epekto ng pagpilit. Kasama sa disenyo ng press ang isang piston na inilalagay nang pahalang sa loob ng bomba sa anyo ng isang silindro. Ang pangunahing mga parameter ng naturang mga yunit:
- ang paraan ng paggawa ng materyal ay tuloy-tuloy;
- working body - isang crankshaft na nilagyan ng connecting rod;
- maximum na presyon - 2500 kg / cm2.
Ang kagamitan ay kabilang sa kategorya ng mga pag-install ng gitnang segment sa mga tuntunin ng gastos. Kasabay nito, ang makina ay nagpapakita ng mahusay na pagganap, ay may kakayahang magtrabaho sa malalaking dami ng mga hilaw na materyales.


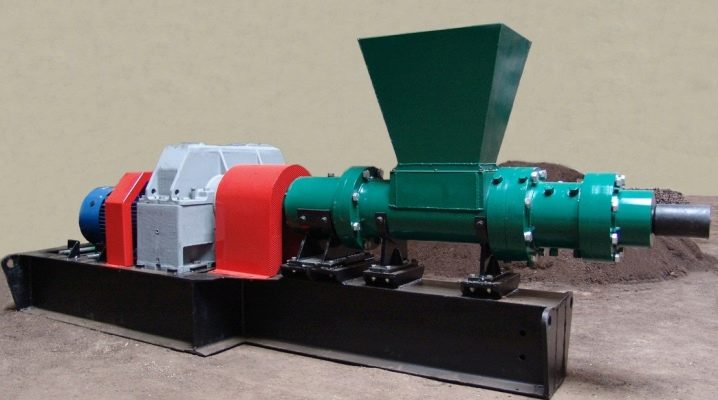
Ang isang hiwalay na kategorya ay mga screw extruder, kung saan posible na ayusin ang isang tuluy-tuloy na daloy ng produksyon ng briquettes. Ang isang umiikot na auger ay kumikilos bilang isang gumaganang katawan sa makina, at ang pinakamataas na tagapagpahiwatig ng presyon ay umabot sa 3000 kg / cm2.
Ang press ay batay sa prinsipyo ng pagpilit:
- pinipiga ng auger ang pinaghalong;
- ang mga bahagi ay pinalabas sa isang espesyal na butas - isang mamatay;
- ang conical na hugis ng channel ay nagbibigay ng kinakailangang compression ng hilaw na materyal, na bumubuo ng isang briquette.


Ang isang katulad na aksyon ay natanto sa proseso ng pagmamaneho ng wedge sa slot. Ang mga plus ng mga screw machine ay kinabibilangan ng:
- paggawa ng mga high-density briquette, na nagbibigay-daan upang makamit ang mahabang pagkasunog at mas malaking paglipat ng init ng materyal;
- nadagdagan ang pagiging produktibo, salamat sa kung saan posible na makakuha ng mas maraming briquettes bawat yunit ng oras kaysa sa isang haydroliko na aparato;
- isang maaasahang hugis ng log - isang 6-panig na cross-section na may butas sa gitna, na nagbibigay ng daloy ng hangin sa mga panloob na layer.
Ang materyal na inilabas ng screw extruder ay ganap na nasusunog at halos walang abo sa likod.
Ang tanging kawalan ng pag-install ay ang mataas na presyo.

Ang merkado para sa kagamitan para sa paggawa ng Euro fuel wood ay kinakatawan ng isang malawak na hanay ng mga extruder. Samakatuwid, hindi laging madaling magpasya kung aling modelo ang magiging mas optimal para sa isang maaasahan at mabilis na proseso. Kapag bumibili ng press, dapat mong isaalang-alang ang mga sumusunod na punto.
- lakas ng makina. Direkta itong nakasalalay sa kapasidad ng throughput lever ng circuit breaker, na matatagpuan sa pasukan sa bahay, at tinutukoy din ng cross-section ng mga cable. Ang pinakamagandang opsyon ay mga auger unit: mayroon silang pinakamataas na tagapagpahiwatig ng pagganap.
- Mga sukat. Ang mga maliliit na pag-install ay angkop para sa paggamit sa bahay, maaari kang magbigay ng kagustuhan sa isang hand-held extruder.
- Ang dami ng mga hilaw na materyales na ginawa. Kung ang isang tuluy-tuloy na paggawa ng mga briquette ay binalak, ang kagustuhan ay dapat ibigay sa malalaking yunit na may mataas na antas ng pagganap. Para sa paggamit sa bahay, ang mga manu-manong pag-install ay angkop, na angkop para sa pagbuo ng isang maliit na bilang ng mga blangko.
Ang pagbili ng makina para sa Eurowood ay nangangailangan ng maingat na diskarte. Bilang karagdagan, ito ay nagkakahalaga ng pagsasaalang-alang sa tagagawa at mga katangian. Huwag balewalain ang mga pagsusuri ng mga taong nakagamit na ng biniling kagamitan. Ipinapayo ng mga eksperto laban sa pagbibigay pansin sa presyo, dahil hindi ito ang kadahilanan sa pagtukoy.


Iba pang kagamitan sa linya
Ang mga briquette ng gasolina ay ginawa mula sa iba't ibang uri ng basura ng kahoy, pati na rin mula sa mga residu ng biological na pinagmulan.
Ang pinakamainit na produkto ay nakukuha gamit ang langis at cereal.
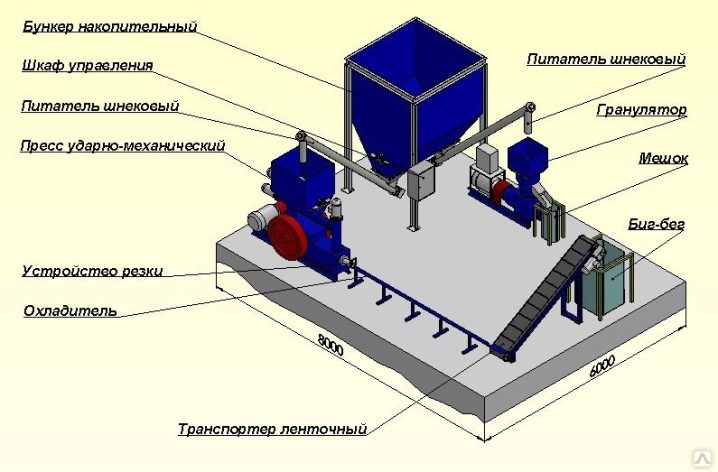
Ang isang kumpletong linya ng produksyon, bilang karagdagan sa mga extruder, ay may kasamang isang bilang ng mga karagdagang pag-install, na ang bawat isa ay may pananagutan para sa isang tiyak na yugto.

Ginagamit din ang mga sumusunod na device para sa paggawa ng mga de-kalidad na eurodrop.
- Mga pandurog at gilingan. Karamihan ay naaangkop pagdating sa pagbuo ng mga briquette mula sa dayami, basura ng kahoy. Ang mga pag-install ng ganitong uri ay naglalayong masusing pagdurog ng mga hilaw na materyales. Kung mas pino ang mga particle, magiging mas siksik ang briquette, na nangangahulugang mas mataas din ang pagganap nito.

- Mga calibrator. Sa kanilang tulong, ang mga particle ng kinakailangang laki ay sinala, na pagkatapos ay nagpapatuloy sa paggawa ng mga briquette. Ang natitirang mga hilaw na materyales na hindi nakapasa sa pagpili ay ipinadala para sa karagdagang pagproseso.

- Mga silid sa pagpapatuyo. Ang lahat ay simple dito: ang hilaw na materyal ay puno ng kahalumigmigan, at pagkatapos ng pagdurog ay kinakailangan upang alagaan ang pagbawas ng kahalumigmigan na nilalaman ng kahoy. Ito ang tanging paraan upang mapabuti ang gawain ng briquette. Dapat pansinin na ang mga drying chamber ay ginagamit kapwa bago at pagkatapos ng paggiling ng mga hilaw na materyales. Kung mas tuyo ang briquette, magiging mas mahusay ang mga katangian nito. Karamihan sa mga setting ay nagbibigay-daan sa iyo upang ayusin ang mga parameter.

- Briquetting machine. Sa madaling salita, isang extruder, na nahahati sa ilang uri. Depende sa uri ng kagamitan na ginamit, hindi lamang ang pangwakas na hugis ng briquette ay naiiba, kundi pati na rin ang mga katangian nito. Ang mga modernong modelo ay nagpapataas ng temperatura sa silid, kaya nagsasagawa ng heat treatment ng mga hilaw na materyales upang makabuo ng isang proteksiyon na shell.

- Pag-install ng packaging. Ito ay kasama sa gawain sa huling yugto. Ang Eurowood ay inilalagay sa cellophane upang maiwasan ang kahalumigmigan sa mga natapos na produkto at sa gayon ay pahabain ang kanilang buhay sa istante.


Anumang makina ay maaaring mapabuti kung kinakailangan. Mangangailangan ito ng hydraulic jack o isang espesyal na press na gumagana din sa hydraulically.
Bilang karagdagan, upang makamit ang ninanais na resulta, sulit na magbigay para sa pagbili ng mga pangkabit na materyales at iba pang mga elemento ng hinaharap na istraktura. Bago bumili ng mga kinakailangang kalakal, inirerekumenda na pag-aralan ang diagram ng hinaharap na makina, na madaling mahanap sa network. Ilista natin ang mga pangunahing yugto ng modernisasyon.
- Bilang isang base, ginagamit ang mga channel, na pinagsasama-sama. Ang mga rack ay magiging mga sulok na 100x100.
- Ang bumubuo ng die ay karaniwang gawa sa makapal na pader na bakal na tubo. Ang diameter ay tinutukoy batay sa laki ng mga produkto na binalak na gawin. Bilang karagdagan, ang mga butas na may diameter na 4-5 mm ay ibinibigay sa pipe upang maisaayos ang napapanahong pag-alis ng tubig sa panahon ng compression.
- Ang isang naaalis na ilalim ay nakakabit sa matrix, na gagamitin sa ibang pagkakataon upang alisin ang mga natapos na briquette.
- Ang stock ay nabuo mula sa isang tubo na may diameter na 30 mm, na kung saan ay nilagyan din ng suntok. Ang kabilang dulo ng tubo ay naka-mount sa isang haydroliko na mekanismo.


Haluing mabuti ang timpla sa matrix bago i-load ang kagamitan.Ang isang homemade drum, na gawa sa sheet na bakal, ay makakatulong dito. Maaari ka ring gumamit ng isang umiiral na drum mula sa washing machine.
Sa wakas, ang huling yugto ay ang pagpupulong ng tray na may kasunod na pag-install. Siyempre, hindi papayagan ng naturang kagamitan ang pagkuha ng maximum na density ng Eurowood. Ngunit ang pag-install ay mabilis na makayanan ang gawain.















Matagumpay na naipadala ang komento.